硅胶O型圈的生产工艺主要包含混炼、成型、硫化、修边及检测等环节。混炼环节需将生胶与补强剂、交联剂等配合剂按比例均匀混合,混炼温度一般把控在80-110℃,温度过高易导致生胶早期交联,温度过低则会造成配合剂分散不均,影响胶料性能。成型环节以模压成型为主,部分精密规格可采用注射成型,将胶料注入定制模具后施加压力,使胶料完全填充模腔,形成O型圈的初步形态。硫化环节是关键工序,需在160-180℃的温度下保持一定时间,确保胶料充分交联固化,硫化时间根据O型圈的厚度调整,通常为5-30分钟,厚壁产品需延长硫化时间或采用二次硫化工艺,提升性能稳定性。修边环节可采用手工、机械或冷冻修边方式,去除产品表面的飞边毛刺,冷冻修边凭借精度高、效率高的优势,适用于大批量生产。通过尺寸检测、硬度检测等环节,确保产品符合质量要求。聚酯型耐石油基介质优异,适用于干燥环境的液压系统。江苏非标定制 O型圈定制价格
食品级O型圈是专门应用于食品、饮料加工及接触食品场景的密封部件,主要要求是材质符合食品接触安全标准,且在使用过程中不释放有害物质。常用基材包括食品级硅胶、食品级氟橡胶、食品级聚氨酯等,其中食品级硅胶因优异的耐温性、卫生安全性及耐老化性,应用范围广。这类O型圈需通过有力食品接触安全认证,如市面上的FDA认证、欧盟的LFGB认证,国内的GB4806系列标准认证。其材质分子结构稳定,在常规食品加工温度(-40℃至200℃)下不易分解,且不与食品中的酸碱、油脂等成分发生反应。需要注意的是,食品级O型圈需避免使用含重金属、有害添加剂的配方,生产环境也需符合卫生标准,防止加工过程中的污染。辽宁非标定制 O型圈电话混炼温度80-100℃,确保配合剂均匀分散提升性能。

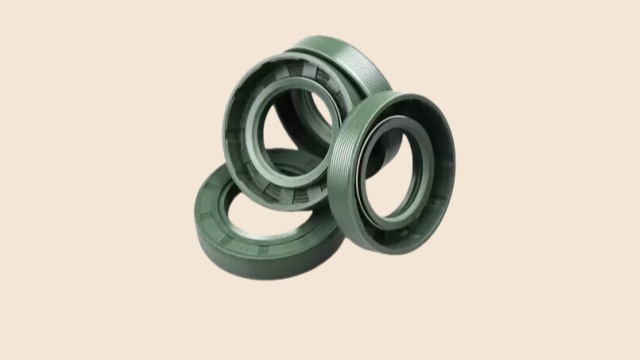
技术升级与维护保养规范:随着工业设备向复杂工况发展,丁腈橡胶O型圈的技术升级主要集中在材质改良与结构优化两方面。材质上,加氢丁腈橡胶(H-NBR)提升了耐热老化性能,氟橡胶与丁腈橡胶共混材质兼顾耐高温性与加工性,添加碳纤维或石墨的增强型产品耐磨性明显提升,使用寿命延长。结构上,除传统圆形截面外,方形、X形、U形等异形产品逐渐推广,X形产品接触面积更均匀,U形产品可减少摩擦阻力,内置金属弹簧的款式能补偿橡胶老化后的弹性损失,适配更多特殊场景。维护保养方面,需定期检查产品的弹性状态、表面磨损与老化情况,发现变形、开裂或密封性能下降时及时更换。在清洁度要求较高的场景中,更换前需清理密封沟槽内的杂质,安装时避免工具划伤产品表面,同时避免与不适配介质接触,以延长其使用周期。
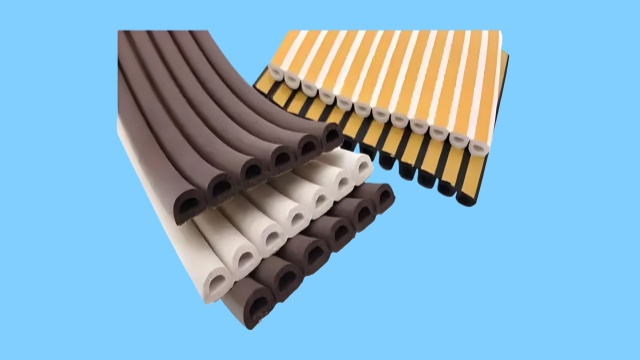
聚氨酯O型圈的安装与维护质量直接影响密封效果和使用寿命,需遵循规范的操作流程。安装前需对密封沟槽和密封面进行彻底清洁,去除油污、灰尘、金属碎屑等杂质,同时检查密封面是否存在划痕、凹陷等缺陷,避免安装后划伤O型圈表面,加剧磨损。安装过程中应使用专属工具辅助,避免用手直接拉扯、扭转O型圈,防止出现拉伸变形或表面损伤;对于截面直径较大或硬度较高的O型圈,可在表面涂抹适量的石油基润滑剂(针对聚酯型)或硅基润滑剂(针对聚醚型),降低安装阻力,注意润滑剂需与材质匹配,避免引发溶胀。维护阶段需定期检查O型圈的状态,观察是否存在老化、开裂、溶胀、磨损等异常现象,同时检查密封面的完好性。若发现密封失效或性能衰减,应及时更换O型圈,更换时需选用与原规格、原材质一致的产品,确保密封性能匹配。耐水性、耐蒸汽性好,适配卫浴、热水管道等场景。

O型圈作为工业领域应用主要的密封元件,其性能表现与材质选型、工况适配密切相关。这类密封件依靠弹性体的压缩回弹形成接触压力实现密封,适配的温度范围、介质耐受性及力学性能需根据使用场景完美匹配。常见基材包括橡胶、Si胶、聚氨酯、氟橡胶等,不同基材各有适配场景:橡胶材质性价比适中,适用于常规温度和中性介质环境;Si胶材质耐温范围宽,卫生安全性优异,适合高低温及食品接触场景;聚氨酯材质耐磨性突出,适用于较大压力、高磨损工况;氟橡胶材质耐腐蚀性强,可适配强酸碱、高温等恶劣介质环境。选型时需综合考量工作压力、温度范围、接触介质类型及密封面精度,同时关注压缩量变化,常规压缩量建议在10%-25%之间,避免因压缩量不当导致密封失效或寿命缩短。此外,O型圈的尺寸精度、生产工艺也会影响密封稳定性,需选择符合相关标准的产品,确保安装后能长期维持可靠的密封效果。常用硬度60-95邵氏A,适配不同压力与密封面精度。江西四氟 O型圈联系人
按基材分聚酯型与聚醚型,适配不同湿度环境的密封需求。江苏非标定制 O型圈定制价格
三元乙丙O型圈的生产工艺主要包括混炼、成型、硫化、修边等环节。混炼环节的主要是将生胶与各种配合剂均匀混合,形成性能稳定的胶料,混炼温度通常把控在100-120℃之间,温度过高易导致胶料早期硫化,温度过低则会使配合剂分散不均。成型环节多采用模压成型工艺,将胶料放入特制模具中,通过压力机施加一定压力,使胶料填充模具型腔,形成O型圈的初步形状。硫化环节是决定O型圈性能的关键步骤,需在特定温度和时间下进行,常用硫化温度为150-180℃,硫化时间根据O型圈的厚度调整,厚度越大,硫化时间越长,确保胶料完全交联固化。修边环节用于去除O型圈表面的飞边和毛刺,可采用手工修边、机械修边或冷冻修边等方式,其中冷冻修边效率高、修边质量好,适用于大批量生产。江苏非标定制 O型圈定制价格
上海瀚滋实业有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在上海市等地区的五金、工具中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来上海瀚滋实业供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!