- 品牌
- 超科自动化
- 型号
- chaoke
- 尺寸
- 不限
- 重量
- 不限
- 产地
- 广州
- 可售卖地
- 不限
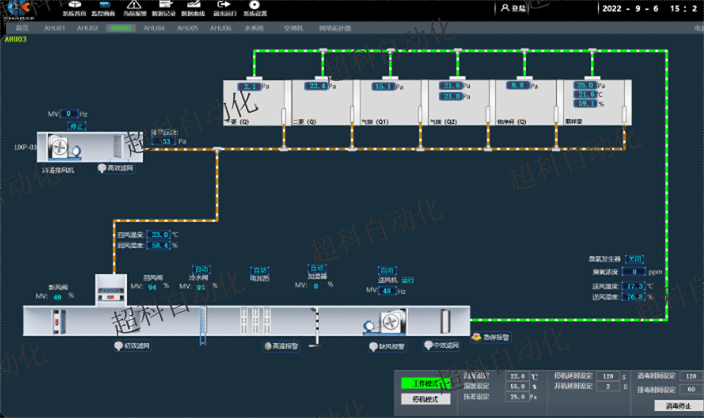
空调机组节能优化策略基于广州超科在珠江新城多个超高层项目的实践,我们开发了"三阶能效优化算法":第一阶段通过负荷预测(基于BP神经网络)提前15分钟调节冷水阀开度;第二阶段采用变送风温度控制,在部分负荷时将送风温度从12℃提升至16℃,风机能耗可降低23%;第三阶段实施冷热抵消监控,当同时制冷制热功率超过系统总功率15%时自动触发告警。实际运行数据显示,该策略可使全年能耗降低18-27%,投资回收期约2.3年。实现降本增效。超科科技,专注中央空调恒温恒湿控制研发。广州实验室恒温恒湿控制技术

印刷车间的纸张伸缩问题长期困扰着行业,而这与环境温湿度密切相关。超科科技的恒温恒湿解决方案针对这一痛点,采用分区控制策略 —— 印前储纸区维持温度 23℃、湿度 50%,防止纸张吸潮变形;印刷作业区则控制在 25℃、55% 湿度,保障油墨干燥速度稳定。系统配备的智能通风模块,可根据印刷机台的散热情况自动调节风量,在消除局部热点的同时避免纸张被气流扰动。某大型书刊印刷厂应用后,套印精度从 0.15mm 提升至 0.08mm,废品率下降 60%,极大提升了生产效率。东莞智能恒温恒湿控制系统费用恒温恒湿控制,超科用科技打造舒适建筑环境。

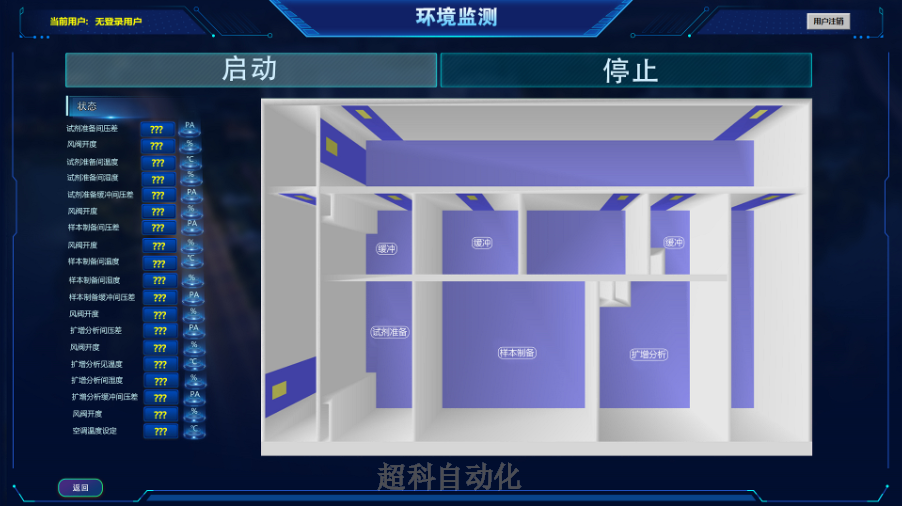
特殊环境的控制方案设计对于半导体洁净室(Class100级)这类特殊场景,广州超科提出"双环控制架构":内环控制FFU风速(0.35-0.55m/s可调),外环调节温湿度。关键技术包括:1)采用层流送风,风速不均匀度<15%;2)设置气压梯度(相邻房间压差≥5Pa);3)使用316L不锈钢风管,内表面粗糙度Ra≤0.8μm。在东莞某芯片厂项目中,系统实现了23℃±0.2℃/45%±1%RH的极端控制要求,粒子计数达标率100%。基于IoT的远程监控平台支持20000个点位的实时数据采集,采样间隔可配置(1s-1h)。广州超科开发的CloudHVAC系统具备三项主要功能:1)数字孪生可视化,3D展示设备运行状态;2)能效KPI自动计算(包括COP、SCOP等12项指标);3)移动端报警推送(支持微信/短信/邮件)。典型案例显示,运维人员通过手机APP即可完成80%的常规调试,现场服务需求减少60%。系统采用AES-256加密传输,满足等保2.0三级要求。
印刷电路板的清洗车间,温湿度的稳定是保证清洗效果和电路性能的重要因素。超科自动化的恒温恒湿系统在此场景中,通过纯水加热与干冷空气的精细配比,将清洗区温度控制在 40±1℃,相对湿度稳定在 35±3% RH,避免了清洗后电路板表面因湿度不当出现氧化或水渍残留。系统配备的离子浓度传感器,能实时监测清洗液中的离子含量,并联动控制系统调整换水频率,确保清洗质量。某电子制造企业应用后,电路板清洗后的绝缘电阻提升 2 个数量级,焊接不良率下降 35%。超科自动化,暖通空调恒温恒湿控制更专业。

声学环境协同控制技术是为解决恒温恒湿机房噪声问题(通常>75dB),我们研发了"声-热耦合控制方案":1)采用穿孔率30%的消声风管(插入损失≥15dB);2)设置弹性减震支座(振动传递率<5%);3)优化风机转速曲线(避开315-400Hz共振频段)。在广州大学城某实验室项目中,系统将背景噪声从78dB(A)降至42dB(A),同时保证温度控制精度不变。关键技术在于声压级与空调参数的实时耦合算法,每200ms调整一次运行参数。实现声学环境协同控制。中央空调恒温恒湿控制,超科生产实力雄厚。广州洁净厂房恒温恒湿控制
超科科技,深耕中央空调恒温恒湿控制领域。广州实验室恒温恒湿控制技术
酒窖的存储环境对酒类品质至关重要,超科自动化的中央空调恒温恒湿控制系统为酒类存储提供了理想条件。对于红酒窖,系统将温度控制在 12-15℃,湿度维持在 70-75% RH,这个环境能促进红酒的缓慢陈化,单宁软化更充分,口感更醇厚。对于白酒窖,温度控制在 18-22℃,湿度 60-65% RH,有利于白酒的老熟,香气物质更稳定。系统采用低振动、低噪音设计,避免对酒类陈化产生干扰,同时配备惰性气体保护功能,防止酒体氧化。某酒庄使用该系统后,红酒的陈化效果提升 30%,白酒的风味稳定性增强,产品售价提高 20% 以上。广州实验室恒温恒湿控制技术

电池生产车间的温湿度环境对产品性能和安全性影响巨大,超科自动化的系统为电池生产提供了稳定保障。在电芯装配车间,系统将温度控制在 25±1℃,湿度严格控制在 30-40% RH,这个低湿度环境能有效防止电池内部短路,提升产品安全性,不良率下降 50%。在电池测试车间,温度维持在 23±1℃,湿度 40-50% RH,确保测试数据的准确性,不同批次产品的性能偏差控制在 ±2% 以内。系统具备防爆设计,所有电气元件符合 ATEX 认证标准,适应电池生产车间的特殊环境。某新能源电池企业使用该系统后,产品的循环寿命延长 100 次以上,通过了国际 UL 安全认证,成功进入欧美市场。恒温恒湿控制,超科用科...
- 江门智能恒温恒湿控制方案 2025-12-26
- 东莞空调恒温恒湿控制解决方案 2025-12-26
- 空调恒温恒湿控制工程 2025-12-26
- 智慧恒温恒湿控制技术 2025-12-25
- 中山洁净厂房恒温恒湿控制费用 2025-12-25
- 珠海洁净厂房恒温恒湿控制厂家 2025-12-25
- 广州工厂恒温恒湿控制费用 2025-12-25
- 长沙实验室恒温恒湿控制技术 2025-12-25
- 江门医院恒温恒湿控制系统厂家 2025-12-25
- 成都厂房恒温恒湿控制解决方案 2025-12-25


- 中山空调恒温恒湿控制解决方案 2025-12-25
- 中山医院恒温恒湿控制 2025-12-24
- 珠海智慧恒温恒湿控制器 2025-12-24
- 长沙实验室恒温恒湿控制方案 2025-12-24
- 长沙厂房恒温恒湿控制技术 2025-12-24
- 肇庆酒店恒温恒湿控制厂家 2025-12-24




- 空调恒温恒湿控制工程 12-26
- 智慧恒温恒湿控制技术 12-25
- 中山洁净厂房恒温恒湿控制费用 12-25
- 珠海洁净厂房恒温恒湿控制厂家 12-25
- 广州工厂恒温恒湿控制费用 12-25
- 长沙实验室恒温恒湿控制技术 12-25
- 江门工厂高效机房 12-25
- 深圳智慧高效机房哪家好 12-25
- 江门医院恒温恒湿控制系统厂家 12-25
- 成都厂房恒温恒湿控制解决方案 12-25