苏州创阔金属科技有限公司的光学狭缝片黑化光阑来图加工不锈钢光栅片精密实验微米狭缝光学狭缝加工不锈钢光栅黑化处理缝宽缝宽10微米以上缝宽50微米以下缝宽5微米以上缝宽10微米以上缝宽20微米以上材料根据不同工艺会有不同,常规的材料有不锈钢,铜,钼等。红外辐射是物体的固有特性,由于红外线有着普通电磁波和可见光无法比拟的优点,因此目标红外辐射特征的模拟技术,也就成为各大科研机构争相研究的技术领域。近年来,随着红外成像技术的日趋成熟,其在各领域中的应用也日益相对。随着红外制导技术的发展,为了提高武器的性能,在武器的设计和研制阶段就对红外导引头的各项指标进行检测,这时需要提供目标红外特性的模拟。针对这个需要,就外界环境对红外模拟靶标系统的影响机理,设计了能够模拟目标红外特性的只能红外靶标系统,将需要模拟的目标红外图像的数据经处理后传输,通过控制系统把数据转换成驱动程序,再通过的功率驱动电路,对目标靶阵列进行加热,在目标靶上形成所模拟目标的红外特征,通过红外靶标模块化拼接的方法,将很好辨率模拟靶分为若干小分辨率模拟靶标进行拼接,从而实现了很好辨率图像的模拟,将已有的目标的红外图像作为数据源。苏州创阔技术科技可承接铝箔薄膜微孔加工,欢迎联系。机械微孔加工方法
创阔能源科技临界热流密度对于有相变的换热,微通道中的临界热流密度现象不同于常规通道。微通道中临界热流密度的产生是由于微通道的蒸汽阻塞。在达到临界热流密度之前,微通道的流动和传热主要是周期性的过冷流动沸腾,从微通道逸出的汽泡和进入微通道的液体反复交替冲刷微通道。一旦达到临界热流密度,微通道中的流动和传热主要是一个蒸汽周期性逸出的过程。一直持续到过热蒸汽的出现,直到整个微通道被过热蒸汽阻塞。入口段效应Nusselt数随无量纲加热长度Lh的增加而减小。而对于常规尺度下圆管内层流换热,当Lh=,换热趋于充分发展状态,Nusselt数趋于定值。根据Lh的取值范围≤Lh≤,可以计算得到换热入口段长度占总通道长度的百分比为。入口段效应对工质换热的影响十分。天津激光微孔加工垫圈微孔加工技术哪家好,推荐苏州创阔金属科技有限公司!
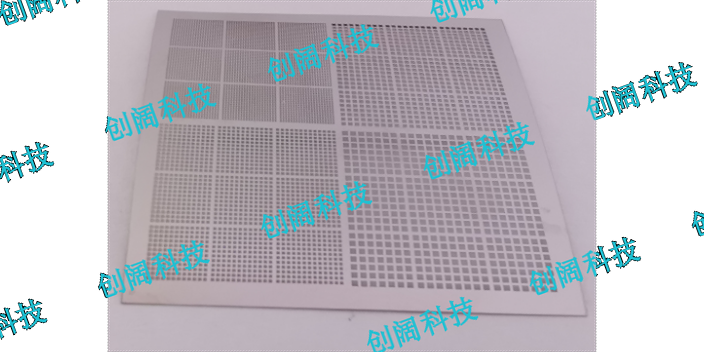
造粒机网板也称多孔板以及过滤器网板、造粒机模板、挤出机网板、无丝网过滤器网板等等名称。造粒机网板装配在无网模头内部,它们的功能是把机筒内运动的塑化熔料,经过无网模头过滤器网板后,变成直线运动,阻止熔料中的杂质通过,从而得到纯净的、规格大小适中的颗粒产品原料。造粒机网板是造粒机无丝网过滤器的一个很重要的部件,通过造粒机网板过滤才能生产出合格的产品。创阔金属制作造粒机网板经过高精加工设备制作而成的防堵塞过滤微孔板,起到允许熔融塑料通过,阻隔杂质的关键作用,另外过滤系统配备有同步运行的除杂刮刀,工作时,熔体塑料从细孔通过,杂质和脏物留在过滤套内壁;通过除杂刮刀每3-5分钟自动清杂质并通过排杂装置推送至存杂腔体,此过程中,一部分随着杂质被推送至存杂腔室的有用塑料会随着存杂腔室压力的增大自动返回到过滤套,从而达到连续往复过滤的目的。造粒机无丝网过滤器用于塑料、化纤、橡胶、热熔胶、胶粘剂、涂饰料、混合剂等各种粘流材料及制品生产中的过滤、共混加工,挤出造粒机无丝网过滤器能够不中断生产和不更换更换过滤网,省工省时,产品性能稳定,实现全自动免操作,增加有效的过滤时间,降低生产成本。
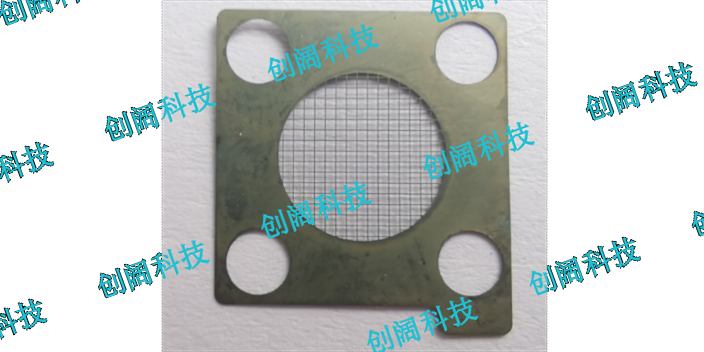
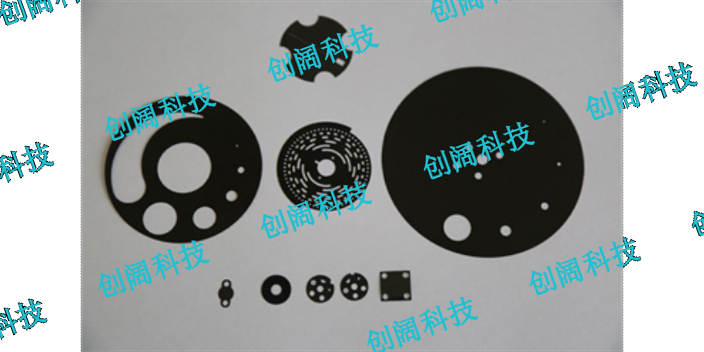
创阔金属镀膜掩膜板,使用的材料材质:一般采用SUS304进口或国产质量不锈钢带材,使用材料厚度:0.05mm/0.08mm/0.1mm0.15mm/0.2mm/0.3mm/0.4mm-1.0mm,产品用途:用于镀膜、仪器配件、半导体以及玻璃等等,产品特点:各种复杂图形蚀刻加工无毛剌,产品价格:以材料材质、厚度、精度要求、量产数量综合核定,样品提供情况:创阔金属采用付费打样(因考虑我司打样较多,成本压力较大,望理解,),样品控制在3天内,快24小时出样。创阔金属制作的镀膜掩膜板特点:一、低开模费,任意外形的模具更改,降低设计开发成本,二、可以实现冲压,切割或CNC达不到的凹凸效果:比如一些LOGO,品牌标识等,且立体感强,图案任意,精细度高,三、几乎可以任意形状。依据材料厚度的不同,形状可开的小开孔会有所不同,越厚的板子,可开的形状间隙需要越大。复杂外形的产品同样可以蚀刻,无需额外增加成本。四、为理想状态是:0.05mm-0.5mm厚度区间。目前本厂可加工材料厚度控制在0.02mm-2.0mm。越厚的板材需要蚀刻加工的时间会更久,相对成本会更高。同时,超薄的材料加工成本也不会低,过程管控防变形等操作需要特殊对待。不改变材料的性状,不改变材料应力(除表面半蚀刻的以外)。电子芯片微孔加工技术哪家好,推荐苏州创阔金属科技有限公司!
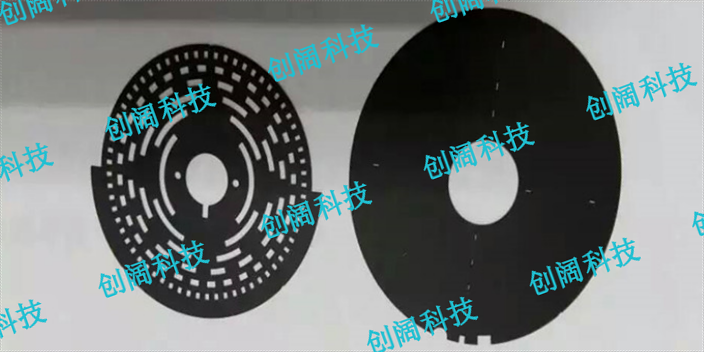
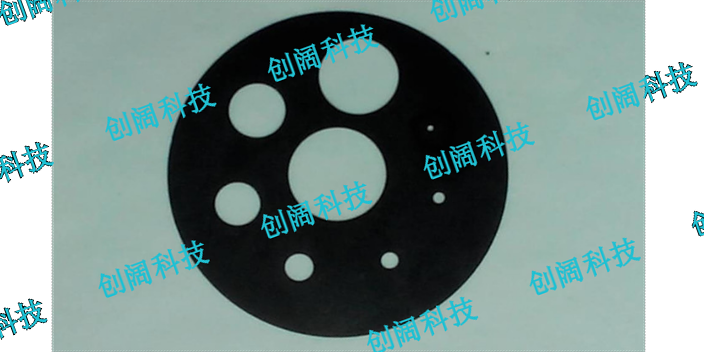
狭缝光学狭缝常用的加工方法有化学刻蚀和激光加工,化学蚀刻加工能力有限,通常可加工缝宽为40~50um以上;激光加工有更强的加工能力,可以加工缝宽5um以下,市场上一般的激光加工狭缝易产生毛刺和锯齿边,边缘平整度欠佳。我司经过多年的技术积累、设备升级和工艺摸索,逐渐去除了激光加工狭缝的毛刺和锯齿边短板,狭缝边缘平整,直线度好。有效的解决了激光加工狭缝易产生毛刺、锯齿边等问题,加工能力突出,加工狭缝宽度至1um。(1)狭缝宽度:1-200um(常用宽度,更大缝宽也可以加工);(2)狭缝长度:10mm以内(大于10mm需要实验);(3)狭缝材料:不锈钢、镍(可氧化发黑处理);(4)外形尺寸:均为定制。我们不提供标准尺寸的光学狭缝,所有光学狭缝均为定制狭缝,如果您有需要,可以向我们订购不同基底材料、不同狭缝尺寸、一个箔片包含多个狭缝或不同狭缝配置的特殊狭缝。苏州创阔金属制品有限公司为您提供详细加工方案!不锈钢管微孔加工厂家哪家好,推荐苏州创阔金属科技有限公司!铜箔薄膜微孔加工推荐厂家
精密微孔加工厂家那家好,推荐苏州创阔金属科技有限公司!机械微孔加工方法
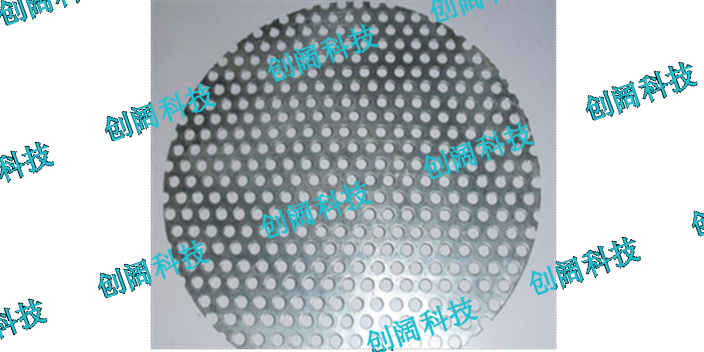
0.2mm孔加工产品以及各种小孔加工中创阔金属得到了不少的宝贵经验,我司有微孔加工设备一应俱全,满足不同用户的需求,用户可以根据自己的需求进行选择外,同时公司会根据您的需求,提供对产品的可行性意见,您的要求将会在短的时间内,获得很好性价比的解决方案。激光打微孔孔与传统打孔工艺相比,具有以下一些优点:(1)激光打孔可获得大的深径比(2)激光打孔可在硬、脆、软等各类材料上进行(3)激光打微孔能做打0.001mm孔(4)激光打孔适合于数量多、高密度的群孔加工(5)用激光可在难加工材料倾斜面上加工小孔(6)激光打孔易对复杂形状零件打孔,也可在真空中打孔薄膜软包是现在一个非常大的行业,薄膜软包的市场很大,它的种类和材质也非常多,这种新型包装行业很大程度上依赖于薄膜的材质。薄膜打孔工艺,使得这种包装行业有了新的成长方向。而不同产品包装薄膜的厚度不同、材质不同也间接的影响到切割镂空的方案和难易度,这也是目前薄膜软包的一个难点,而若使用激光薄膜打孔机加工则不会有这方面的烦恼,薄膜软包激光打孔机打破了传统打孔方式的弊端,能够满足各种易撕线和小孔的需求。机械微孔加工方法