自动化行业中的气缸与传感器的集成应用现代气缸常与磁性开关、位移传感器等集成,实现运动状态的实时监测与控制。磁性开关安装在缸筒外侧,通过检测活塞上的磁环判断活塞位置,常用于自动化生产线的工位确认;位移传感器则可精确测量活塞杆的伸出长度,配合 PLC 实现闭环位置控制。在精密装配设备中,这种集成方案可将定位误差控制在 0.5mm 以内;在压力装配场景中,压力传感器与气缸的结合能实现压装力的动态调节,避免工件过压损坏。易于维护和保养,降低了设备的维护成本和停机时间。上海增压气缸

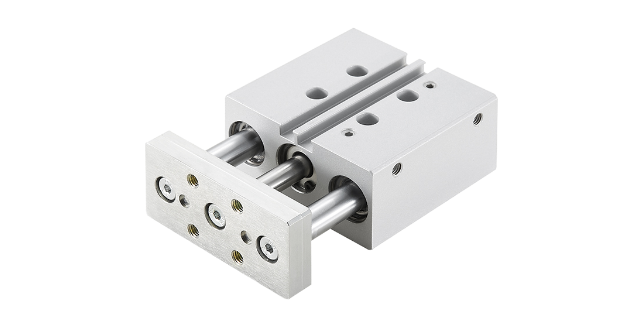
气缸密封件的材质选择与维护气缸密封件是保证气密性的关键部件,常用材质包括丁腈橡胶、氟橡胶、聚氨酯等。丁腈橡胶性价比高,适用于一般工业环境;氟橡胶耐高低温、耐化学腐蚀,适合恶劣工况;聚氨酯则具有优异的耐磨性,适用于高频运动场合。密封件的老化或磨损会导致漏气,表现为气缸动作迟缓或输出力下降,因此需定期检查密封件状态,发现裂纹、硬化等现象及时更换。维护时应避免使用锋利工具接触密封面,安装前需涂抹**润滑脂。江苏高性能气缸在有限的空间内,薄型气缸创造了无限的可能。

特殊功能气缸气液阻尼缸:气压驱动 + 液压阻尼调速,运动平稳(无冲击),速度可调(0.5~500mm/s),适合精密送料、压力装配(如轴承压装)。冲击气缸:通过瞬间释放高压气体产生高速冲击(速度可达 10m/s 以上),冲击力大,用于冲压、打孔、破碎(如小型金属件冲孔)。夹紧气缸:活塞杆端部带夹紧爪(如杠杆式、肘节式),快速夹紧工件,自锁性好(断电 / 断气不松夹),用于机床夹具、焊接定位。真空气缸:活塞杆端部集成真空吸盘,兼顾气动驱动与真空吸附,用于轻薄物料(如纸张、薄膜)的搬运。三、按安装方式分类固定式:通过法兰(前端 / 后端法兰)、脚座(轴向 / 径向脚座)固定在设备上,适合负载方向与活塞杆轴线一致的场景(如水平推料)。摆动式:通过耳环(单耳环 / 双耳环)、轴销安装,允许气缸随负载轻微摆动(±5°),抵消安装偏差,适合倾斜推料、翻转机构。嵌入式:缸体嵌入设备凹槽内,节省空间,用于小型自动化设备(如电子元件装配机)。
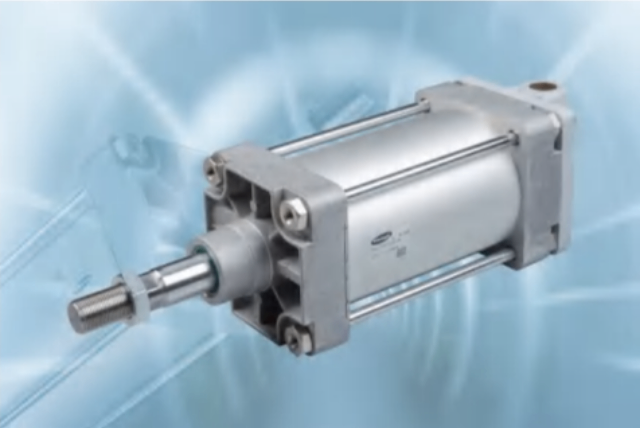
制造业自动化机床上下料在CNC加工中心,Φ63mm气缸驱动机械臂夹持工件,行程500mm,动作节拍6s/次。通过磁性开关定位,配合真空吸盘实现金属毛坯精细上料,耐铁屑设计延长使用寿命。注塑机顶出机构Φ100mm双作用气缸安装于模板后方,顶出力4000N(0.6MPa),行程150mm。开模后0.5s内顶出塑料制品,缓冲结构降低冲击噪音,适应高温油污环境。冲压机械手传送三组Φ50mm气缸组成XYZ直角坐标系统,水平移送速度1.2m/s,重复定位±0.3mm。配合气动夹爪完成钣金件工序间转移,日工作20万次无故障。灵活多变的应用场景,展现了其广面的适用性。
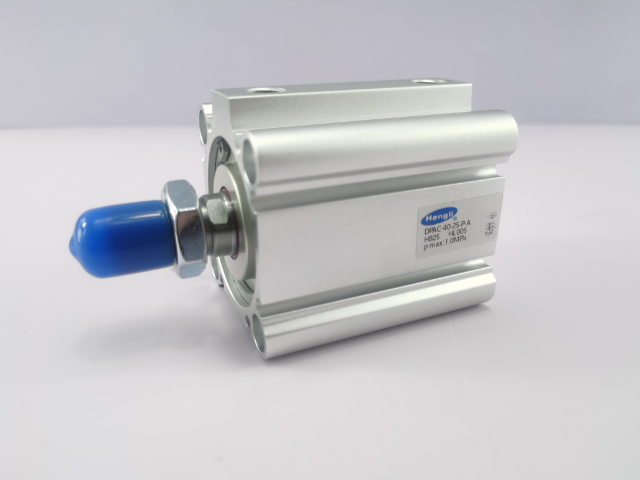
气缸与 PLC 的控制逻辑设计气缸的自动化控制通常通过 PLC 编程实现,基本控制逻辑包括单缸往复、多缸联动等。单缸往复控制通过电磁阀的通断切换实现气缸的伸出与缩回,配合限位开关实现自动循环;多缸联动则需要设计时序逻辑,确保各气缸动作协调,如装配线上的 “抓取 - 移动 - 放置” 流程。在复杂工况下,可采用步进控制方式,将整个运动过程分解为若干步序,每步序完成后反馈信号至 PLC,再执行下一步动作。控制程序设计时需包含故障诊断模块,当气缸动作超时或传感器异常时,能及时触发报警并停止运行。其结构紧凑,占用空间小,便于在各种设备中安装和使用。便宜的气缸技术参数
气缸安装后确保所有接口连接正确。上海增压气缸
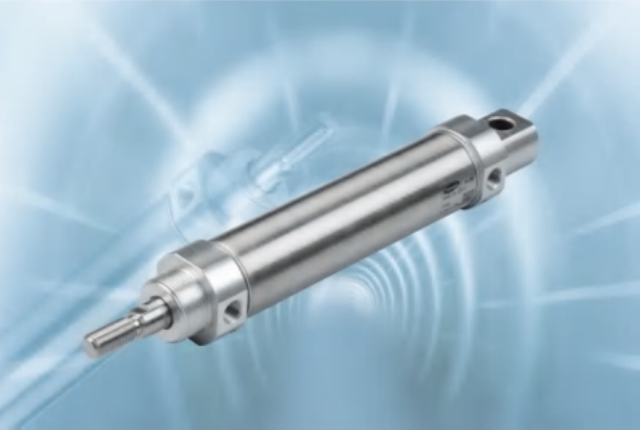
薄膜气缸的工作原理与低压应用薄膜气缸以弹性膜片代替活塞,通过膜片的变形传递力,具有结构简单、密封性好的特点。其工作压力通常较低(0.2~0.6MPa),输出力平稳且无摩擦损耗,适合对压力敏感的场合。在纺织机械中,薄膜气缸用于控制纱线张力,避免过大压力导致纱线断裂;在纸张张力控制系统中,其柔和的推力能精确维持纸张的绷紧度。由于膜片的变形量有限,薄膜气缸的行程较短,一般不超过 50mm,多应用于轻负载、短行程的微调机构。上海增压气缸