- 品牌
- 缘昌
- 型号
- 齐全
- 适用物料
- 多种可用
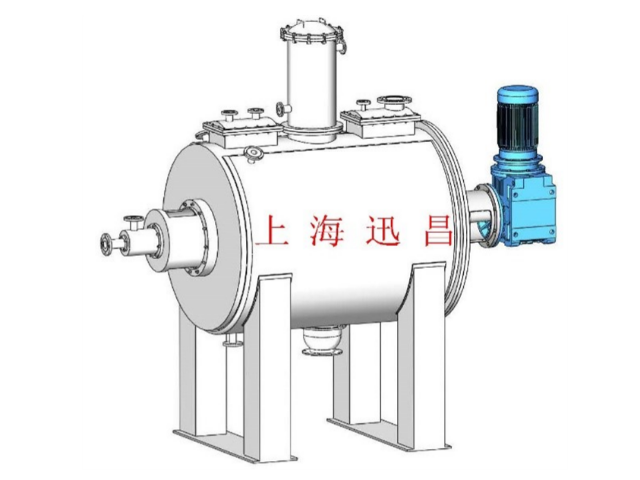
在工艺适应性方面,分批密闭循环流化床干燥机展现出对复杂物料的深度处理能力。针对热敏性医药中间体或高黏度膏状物料,设备通过内置换热器实现-20℃至300℃宽温域精确控温,配合振动电机驱动的流态化强化传热机制,使物料在120秒内完成均匀干燥。例如在氧化铵生产中,系统通过调节床层高度、气流速度及停留时间参数,确保粒度250-420μm的物料在负压环境下稳定干燥,排气温度严格控制在50-60℃区间,有效防止产品吸湿结块。该设备通过模块化设计支持定制化改造,在食品行业可集成在线水分监测系统实现闭环控制,在矿产加工领域则通过沉降室内置布袋除尘器简化品混工序。原双锥回转真空干燥器因产品过热结团被淘汰后,新型流化床系统使每批次800kg物料的干燥时间从6-8小时缩短至1小时,成品溶剂残留量从6%降至0.3%,且直接在密闭系统中完成冷却包装,彻底消除传统设备因吸入空气导致的产品水解风险。这种技术迭代不仅提升了生产效率,更为企业每年节省废气处理成本超200万元,彰显出密闭循环流化床干燥机在产业升级中的战略价值。电池厂内,干燥机为电池材料除湿,确保电池性能稳定。石家庄带式连续真空干燥
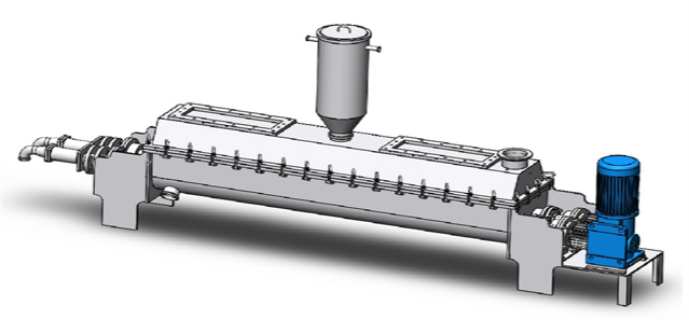
该设备的工艺优势集中体现在连续化生产与质量稳定性方面。相较于传统间歇式干燥设备,带式真空粘稠液连续干燥机通过履带传动系统实现了物料的动态输送与分段控温,每层履带下方配置的单独加热单元可根据物料特性调整温度梯度,确保干燥过程均匀可控。例如,在处理高糖分果蔬浓缩液时,设备可通过降低恒速干燥区温度至50℃以下,有效抑制美拉德反应导致的色泽劣变,同时利用冷却区的骤冷作用固定物料结构,防止结块。此外,设备配备的自动纠偏系统与布料角度调节装置,可确保履带运行偏差不超过±0.5cm,避免物料堆积引发的干燥不均问题。在自动化控制层面,该设备采用PLC与变频器集成系统,支持全中文操作界面与历史数据追溯功能,可实时监测真空度、温度曲线及设备运行状态,并通过信号报警界面快速定位故障点。对于年处理量超千吨的大型生产线,其模块化设计可通过增加履带层数与配套真空泵容量实现产能扩展,而无需改动主体结构,这种灵活性使其在制药、食品及化工领域的应用范围持续扩大。南京球形干燥干燥机通过热能交换降低物料水分,是化工、食品行业不可或缺的关键设备。
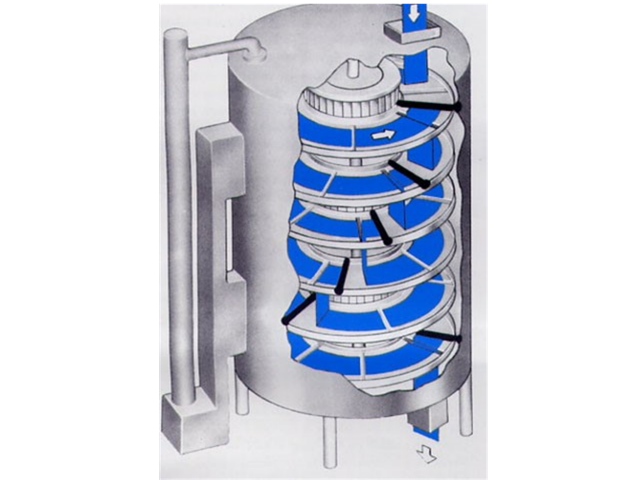
连续盘式真空干燥机作为现代工业干燥领域的重要设备之一,凭借其独特的真空环境与多层盘式结构,在热敏性物料处理中展现出明显优势。该设备通过将湿物料连续加入顶部定量加料器,在负压状态下经闭锁器均匀分配至干燥盘表面,耙叶装置以1-10转/分的低速旋转推动物料沿指数螺旋线流动。这种设计使物料在小干燥盘外缘下落至大干燥盘中心,再经中间落料口进入下一层,形成自上而下的连续流动路径。真空系统通过顶部真空泵将湿分压力降至0.1MPa以下,使溶剂沸点大幅降低,例如甲醇在常压下沸点64.7℃,真空状态下可降至30℃以下,从而避免高温导致的物料变性。以维生素C干燥为例,传统热风干燥需120℃以上温度,而真空盘式干燥机在60℃真空环境下即可实现高效脱水,产品活性成分保留率提升至98%以上。
该设备的创新之处在于其自清洁与流场优化机制。螺旋叶轮采用变径螺旋结构,叶轮表面设置锯齿状凸起,在旋转过程中可自动剥离附着在加热面的结垢物料,维持传热效率。平底设计配合叶轮末端的反向螺旋段,有效防止物料在出料口堆积,确保连续生产稳定性。针对不同物料的流动性差异,设备可通过调节叶轮转速(0.1-1.5r/s)和夹套温度(80-250℃)实现工艺参数的精确控制。例如,在处理含固率40%的钛白粉悬浮液时,采用双轴反向螺旋结构,通过叶轮间的剪切力破碎物料团聚体,使干燥时间缩短至传统设备的1/3。此外,设备密封系统采用动态补偿结构,在真空或加压条件下(压力范围-0.098至0.3MPa)仍能保持0.5%以下的泄漏率,满足医药、食品等行业的GMP标准。振动式干燥机利用机械振动促进物料流动,特别适合粘性物料的连续干燥。
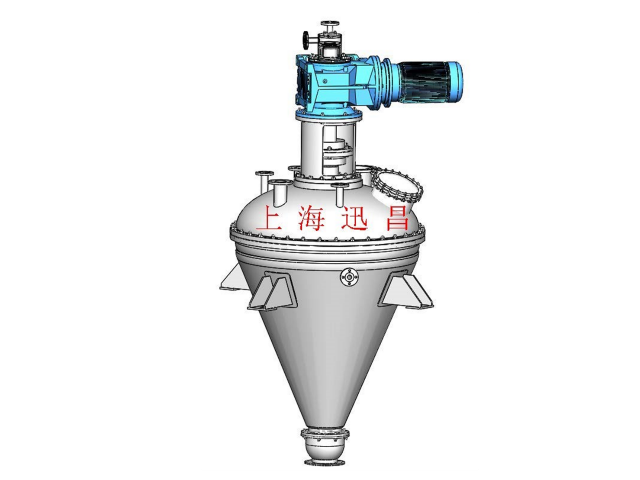
单锥混合真空干燥机是一种高效且多功能的粉粒体处理设备,在化工、制药、食品及精细化工等多个行业中发挥着重要作用。该设备的设计采用了立式结构,通过夹套与空心螺带及轴内加热的形式,实现了高效的热量传递。湿气在真空泵的作用下被抽出,同时可配冷凝器回收溶剂,不仅提高了干燥效率,还有效解决了传统干燥设备中存在的下料不干净、占地面积大等问题。单锥混合真空干燥机的优势在于其独特的搅拌系统和加热方式。螺带搅拌器可实现自下而上的循环搅拌,强制传热性能优异,使得物料能够均匀受热,干燥效果更加明显。干燥机的热源系统包含蒸汽、导热油、电加热等多种形式,需根据成本选择。分批密闭循环流化床干燥报价
陶瓷制作中,干燥机均匀烘干坯体,防止烧制时出现开裂问题。石家庄带式连续真空干燥
从应用场景延伸至产业生态,电子低温干燥机的技术迭代正推动多个行业向精细化、智能化转型。在生物医药领域,35℃低温喷雾干燥机通过高压雾化与真空低温环境,将疫苗、酶制剂等热敏性物质的活性保留率提升至98%以上。低温喷雾干燥系统,采用CAD优化设计的旋风分离器与布袋除尘器,使产品收率达99.2%,颗粒粒径分布D50控制在5-15μm区间,满足FDA对无菌制剂的粒度要求。在食品加工行业,低温干燥技术使益生菌粉的活菌数从传统工艺的10⁸CFU/g提升至10¹⁰CFU/g,某功能性食品企业采用该技术后,产品货架期从6个月延长至18个月。石家庄带式连续真空干燥

定制双锥真空干燥机的重要优势在于其高度适配性,能够根据不同物料的特性与工艺需求进行个性化设计。以医药中间体生产为例,某企业需干燥含有机溶剂的结晶颗粒,常规设备易因溶剂残留导致产品纯度不达标。通过定制双锥真空干燥机,采用316L不锈钢内胆与搪玻璃涂层双层结构,既满足耐腐蚀要求,又通过优化夹套传热系数至140W/(m²·K),使溶剂在40℃低温下快速汽化。设备配备溶剂回收冷凝器与防爆真空泵,实现98%的溶剂回收率,同时通过分风装置降低系统阻力,使干燥效率提升30%。针对热敏性物料,定制机型可增设红外测温探头与PLC控制系统,实时监测物料温度并自动调节加热功率,确保容许温度波动范围不超过±2℃,有效...
- 连续式真空干燥报价 2026-04-20
- 长春螺带搅拌干燥 2026-04-20
- 回转式过滤洗涤干燥资料 2026-04-20
- 北京单锥螺带真空干燥 2026-04-20
- 南昌方型真空干燥 2026-04-20
- 多层盘式连续真空干燥咨询 2026-04-19
- 济南水平圆盘冷却制片或加热干燥 2026-04-19
- 粉碎功能的圆筒平底式叶轮螺旋搅拌干燥生产商 2026-04-19
- 螺带单锥真空干燥供货商 2026-04-19
- 筒锥式螺带搅拌干燥机销售 2026-04-19
- 内蒙古带式真空粘稠液连续干燥 2026-04-18
- 杭州内转盘加热连续干燥 2026-04-17
- 安徽连续干燥 2026-04-17
- 广西连续真空干燥 2026-04-17
- 银川双轴空心叶片搅拌自清理连续干燥 2026-04-16
- 干燥咨询 2026-04-16



- 食品三合一研发 04-20
- 多圆筒刮壁式冷却连续结晶器单位 04-20
- 过滤机设计院 04-20
- 武汉快开滤芯式微孔过滤 04-20
- 回转式过滤洗涤干燥资料 04-20
- 宁波立式内转排管冷却结晶器 04-20
- 山西刮壁式空心圆盘冷却连续结晶 04-20
- 北京单锥螺带真空干燥 04-20
- 南昌方型真空干燥 04-20
- 多圆筒刮壁式冷却连续结晶原创单位 04-20