- 品牌
- 马德宝
- 型号
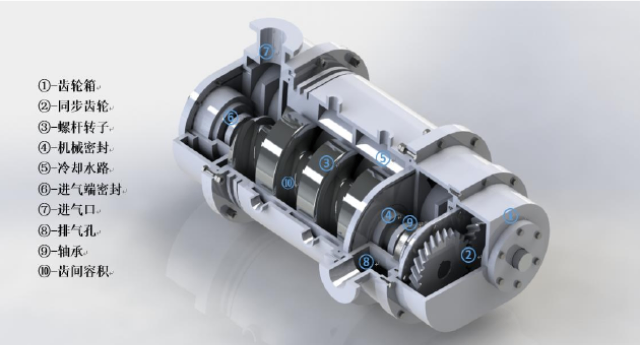
- LGB螺杆真空泵
为满足工艺真空度低于10⁻³Pa的需求,单一真空泵难以实现高效抽气,需采用“螺杆泵+罗茨泵”的组合真空系统,通过两者协同发挥优势。设计该系统时,需重点把控三点关键匹配,以保障设备稳定运行、提升真空效率并延长使用寿命。一是抽速匹配。罗茨泵的抽速需设定为螺杆泵的2-3倍,这是因为若罗茨泵抽速低于此范围,会导致气体在两泵间的连接管路内堆积,造成抽气瓶颈,降低整体系统效率;若抽速过高,螺杆泵无法及时将气体输送至罗茨泵,会使罗茨泵陷入“过载抽气”状态,引发电机过热,严重时还会损坏泵体内部的转子与密封部件,直接影响真空性能。二是入口压力匹配。罗茨泵在高压力环境下运行易出现故障,因此必须在两泵之间的管路上安装压力传感器,实时监测管路内压力。只有当螺杆泵将系统压力稳定降至10Pa以下时,才能启动罗茨泵,避免罗茨泵在高压力下因气体分子密度大、压缩比骤增,导致转子磨损加剧或卡死,减少设备维修成本与故障停机时间。三是管路匹配。连接两泵的管路直径需与泵的入口口径完全一致,若直径不匹配,会使气体流速突变,产生局部流阻,削弱抽气效果;同时,管路转弯处需采用大曲率半径设计,防止因曲率过小形成涡流——涡流不仅会增加气体流动阻力。 食品行业螺杆泵需定期消毒处理。广西螺杆真空泵真空系统
不同工业工艺对螺杆真空泵的抽气速率需求差异较大,需通过合理调节实现精细适配。对于需快速建立真空环境的工艺(如真空压铸),可采用 “全速启动 + 阶梯降速” 模式,启动时以最高转速运行,待真空度达到工艺要求的 80% 后,逐步降低转速至维持真空所需的比较低值,既缩短抽真空时间,又减少能耗;对于真空度波动敏感的工艺(如半导体薄膜沉积),需采用 “恒真空度控制”,通过压力传感器实时监测系统真空度,反馈调节电机转速,使真空度波动控制在 ±0.02Pa 范围内;对于间歇性抽气需求的工艺(如真空包装),可设置 “定时启停” 模式,根据生产节拍自动启停设备,避免无效运行。某电子元件厂通过抽气速率调节优化,使螺杆真空泵的能耗降低 28%,同时真空度稳定性提升,产品合格率从 96% 提高至 99.5%。浙江水冷式螺杆真空泵工作原理螺杆泵可处理含有机溶剂的气体。
干式螺杆真空泵与其他干式泵的性能差异。与爪式真空泵相比,干式螺杆真空泵的抽速范围更广(10-1000 vs 10-200 ),但极限压力略高;与涡旋真空泵相比,干式螺杆真空泵的耐固体颗粒能力更强(可处理粒径≤10μm 颗粒,涡旋泵*≤5μm),但噪音稍大(75dB vs 65dB);与多级罗茨泵相比,干式螺杆真空泵的压缩比更高(1000:1 vs 100:1),但转速更低(6000r/min vs 10000r/min)。基于这些差异,在选型时需根据工况优先级:大抽速选干式螺杆真空泵,高真空选涡旋泵,耐颗粒选干式螺杆泵,低噪音选涡旋泵。
螺杆真空泵日常维护需遵循 “分级保养、定期检测” 原则,**项目与周期可分为三类。每日检查项目:监测排气温度(正常≤140℃)、振动值(≤2.8mm/s)与真空度稳定性,检查冷却系统(水冷式需确认水量≥5m³/h,风冷式需清洁散热片);每周维护项目:更换进气滤芯(过滤精度≤10μm),检查密封件是否有泄漏痕迹,补充轴承润滑脂(用量为轴承内部空间的 1/3-1/2);每季度深度保养:拆解检查转子间隙(标准 0.05-0.1mm,超 0.15mm 需调整),清洁泵腔内部残留杂质,测试电机绝螺杆泵使用寿命通常为 8-10 年。
螺杆真空泵的变频控制系统基于 “负载按需调节” 原理,通过 PLC 采集系统压力信号,实时调整电机转速:当系统压力高于设定值时,电机转速提升,增加抽气速率;当压力达到设定值后,电机转速降低,维持比较低抽气负荷。**组件包括永磁同步电机、变频器及压力传感器,永磁电机较异步电机效率提升 10%-15%,变频器采用矢量控制技术,转速调节范围可从 500rpm 到 3000rpm。某厂家的变频螺杆泵,在食品真空包装生产线应用中,当包装机处于间歇工作状态时,电机转速可从 2800rpm 降至 800rpm,单台设备年耗电量从 1.2 万度降至 6500 度,节能率达 45.8%,同时设备运行噪音从 72dB 降至 62dB,改善了车间工作环境。食品级螺杆泵符合 FDA 认证标准。浙江水冷式螺杆真空泵工作原理
实验室用小型螺杆泵体积紧凑。广西螺杆真空泵真空系统
医药无菌生产(如注射剂制备)对螺杆真空泵的污染控制要求极高,需从设备设计、运行管理、清洁灭菌三方面制定措施。设备设计上,与气体接触的部件采用 316L 不锈钢材质,表面粗糙度 Ra≤0.2μm,减少微生物附着;密封结构采用双机械密封,中间腔通入无菌氮气,形成正压屏障,防止外界污染侵入;设置在线清洁(CIP)接口,可通过高温纯化水(80℃-85℃)对泵体内腔进行循环冲洗,去除残留物料。运行管理中,需建立无菌操作规范,操作人员需穿戴无菌服、手套,避免人为污染;设备运行记录需详细记录运行参数、清洁时间,实现可追溯。清洁灭菌后,需进行无菌检测,采用培养基模拟灌装试验,确保设备内表面无菌度达到 10⁻⁶级别。某制药企业通过这些措施,使螺杆真空泵满足了 GMP 无菌生产要求,连续 12 个月无菌检测均合格,未出现因设备污染导致的产品质量问题。广西螺杆真空泵真空系统
马德宝真空设备集团有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来马德宝真空设备集团供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

操作螺杆真空泵必须严格遵守安全规程:电气安全:确保电机接地良好,符合防爆区域要求。机械安全:运转时严禁触摸旋转部件,联轴器必须安装防护罩。工艺安全:抽吸易燃易爆气体时,必须使用氮气吹扫并确保系统密闭,排气端应接入火炬或处理系统。人身安全:高温部件需设隔热防护,噪音超标区域需配戴护耳器。开机前:必须确认所有安全联锁装置完好,冷却系统正常。维护安全:进行任何维护前,必须停机、断电、泄压、隔离并确认泵已冷却。严禁在未阅读说明书和接受培训的情况下操作或维护设备。这些措施是防止人身伤害和设备事故的根本保障。干式螺杆真空泵 “修正摆线” 型线可使抽速波动从 ±8% 降至 ±3%,提升运行稳定性。大抽速螺杆...
- 吉林螺杆真空泵使用 2026-05-12
- 甘肃LGB变螺距螺杆真空泵 2026-05-12
- 河北螺杆真空泵推荐品牌 2026-05-12
- 广东干式螺杆真空泵靠谱厂家 2026-05-12
- 吉林干式无油螺杆真空泵推荐厂家 2026-05-12
- 河南干式无油螺杆真空泵口碑推荐 2026-05-12
- 吉林螺杆真空泵推荐厂家 2026-05-12
- 重庆螺杆真空泵在真空蒸馏中的应用 2026-05-12
- 广西螺杆真空泵说明书 2026-05-12
- 吉林螺杆真空泵价格 2026-05-12
- 陕西液环螺杆真空泵 2026-05-12
- 大抽速螺杆真空泵安装调试 2026-05-12
- 浙江老牌螺杆真空泵哪家好 2026-05-12
- 不锈钢螺杆真空泵厂家 2026-05-12
- 京津冀螺杆真空泵安装调试 2026-05-12
- 制药螺杆真空泵配罗茨泵 2026-05-12



- 台州水环真空泵厂家地址 05-18
- 上海往复真空泵厂家设备 05-18
- 辽宁罗茨真空泵厂家官网 05-18
- 进口罗茨真空泵报价 05-18
- 浙江水喷射罗茨真空泵哪家好 05-17
- 云南罗茨真空泵行业老牌供应商 型号齐全 05-17
- 制药罗茨真空泵压差 05-17
- 防爆罗茨真空泵品牌排行榜 05-17
- 辽宁实力真空泵厂家设备 05-17
- 河北滑阀真空泵厂家名录 05-17