- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
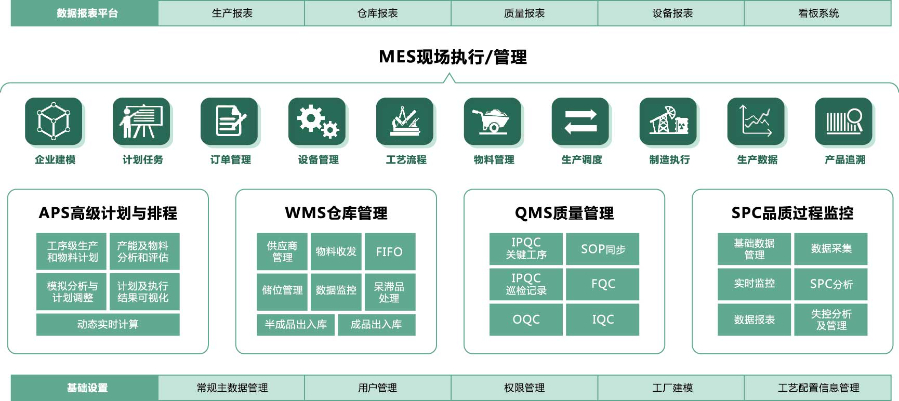
MES系统通常由多个关键功能模块构成,包括但不限于生产计划与调度、生产执行与监控、质量管理、设备管理、物料管理、人员管理以及数据分析与报表等。这些模块相互协同,共同支撑起MES系统的强大功能。例如,生产计划与调度模块能够根据订单需求和生产能力,智能生成较优的生产计划;而生产执行与监控模块则实时监控生产现场,确保生产计划的顺利执行。MES系统的生产计划与调度模块,通过集成先进的算法和模型,能够实现对生产计划的智能化排程。它综合考虑订单优先级、生产资源状况、工艺路线等多种因素,自动生成较优的生产计划。同时,该模块还能根据生产过程中的实际情况,如设备故障、原料短缺等,实时调整生产计划,确保生产的灵活性和高效性。Mes在生产管理的目标设定中有联系。北京通用mes系统

MES系统的实施步骤:实施MES系统需要经过多个步骤,包括需求分析、系统选型、系统设计、系统开发、系统测试、系统上线和系统维护等。在需求分析阶段,企业需要对自身的生产流程和管理需求进行详细的分析;在系统选型阶段,企业需要选择合适的MES系统产品;在系统设计阶段,企业需要根据自身的实际情况进行MES系统的详细设计;在系统开发阶段,企业需要进行MES系统的开发工作;在系统测试阶段,企业需要对开发完成的MES系统进行全方面的测试;在系统上线阶段,企业需要将经过测试的MES系统正式投入使用;在系统维护阶段,企业需要对MES系统进行定期的维护和更新。产线级mes系统设计Mes在生产过程中的地位逐渐被重视。

MES系统的人员管理模块,通过记录和分析员工的工作效率、工作质量等数据,为企业的人力资源管理提供有力支持。该模块能够合理安排员工的工作任务和工作时间,提高员工的工作效率和工作满意度。同时,人员管理模块还能对员工的培训和发展进行管理,促进员工的个人成长和企业的持续发展。MES系统具有良好的集成性和协同性,能够与企业上层的管理系统(如ERP、CRM等)和底层的生产控制设备(如PLC、DCS等)进行无缝集成。这种集成和协同,使得企业能够实现信息的共享和流通,提高整体运营效率和管理水平。同时,MES系统还能与其他系统进行数据交换和互动,实现跨系统的协同工作。
MES系统的成功案例:MES系统在不同行业中的应用取得了许多成功案例。例如,在汽车制造业中,某汽车制造企业通过实施MES系统实现了生产线的全方面监控和优化,生产效率提升了20%,产品不良率降低了30%;在电子制造业中,某电子制造企业通过实施MES系统实现了生产过程的精确控制和质量管理,产品的一致性和可靠性得到了明显提升;在制药行业中,某制药企业通过实施MES系统实现了生产过程的严格监管和质量控制,药品的质量和安全得到了有效保障。MES系统的选择因素:企业在选择MES系统时需要考虑多个因素,包括功能需求、系统扩展性、系统兼容性、供应商实力、成本效益等。Mes在生产管理的风险防控中有作用。

设备管理是MES系统的重要组成部分。MES系统能够实时监控设备的运行状态,包括设备的开机、停机、故障等信息。通过MES系统,企业可以及时发现设备故障,进行相应的维修和保养,从而避免设备故障对生产的影响。同时,MES系统还可以对设备的使用效率进行分析,为企业提供设备优化的建议和方案。人员管理是MES系统不可或缺的一部分。MES系统能够记录员工的基本信息、工作时长、工作效率等信息。通过MES系统,企业可以更加合理地安排员工的工作任务,提高工作效率和员工满意度。同时,MES系统还可以对员工的绩效进行评估,为企业提供员工激励和晋升的依据。供应链协同:MES系统实现供应链上下游的协同管理,提高整体供应链的响应速度。广东通用mes系统有什么作用
预警系统:集成智能预警功能,当生产过程出现异常时,能够及时发出预警,减少损失。北京通用mes系统
MES提供了生产过程的可视化监控界面,使管理人员能够直观地了解生产状况,迅速做出决策。此外,MES还支持生产指令的下达、生产任务的执行与反馈等功能,确保生产过程的顺利进行。数据采集与集成是MES实现生产信息化的基础。MES能够实时采集生产现场的各种数据,包括设备数据、工艺数据、质量数据等,并将这些数据集成到系统中进行统一管理和分析。通过数据采集与集成,MES能够为企业提供全方面、准确的生产数据,支持企业的决策制定和生产优化。同时,MES还支持与多种数据采集设备的接口,如传感器、RFID、条码等,以满足不同生产场景的数据采集需求。北京通用mes系统
- 广东电子装配mes系统怎么收费 2026-04-01
- mes系统定制 2026-04-01
- 机械加工mes系统提供商 2026-03-31
- 苏州产线级mes系统应用 2026-03-30
- 通用mes系统厂家 2026-03-30
- 重庆通用mes系统哪家好 2026-03-29
- 河南mes软件多少钱 2026-03-29
- mes软件怎么收费 2026-03-27
- 河南电子装配mes系统多少钱 2026-03-27
- 青岛电子装配mes系统有哪些 2026-03-26
- 成都机械加工mes系统好用吗 2026-03-26
- 上海五金注塑mes系统哪家便宜 2026-03-25