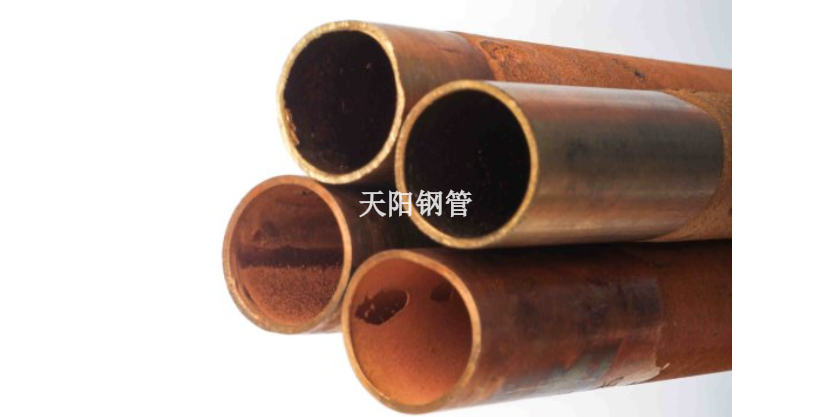
液压钢管焊接都应采用对接焊。焊接前应将坡口及其附近宽10~20mm处表面脏物、油迹、水份和锈斑等清理干净。管道与法兰的焊接应采用对接焊法兰,不可采用插入式法兰。管道与管接头的焊接应采用对接焊,不可采用插入式的形式。管道与管道的焊接应采用对接焊,不允许用插入式的焊接形式。液压管道采用对接焊时,焊缝内壁必须比管道高出0.3~0.5mm。不允许出现凹入内壁的现象。在焊完后,再用锉或手提砂轮把内壁中高出的焊缝修平。去除焊渣、毛刺,达到光洁程度。镀锌液压钢管的能作各种复杂变形及机械加工处理;制造液压钢管销售

液压钢管管路的正确布置:液压钢管安装是液压设备安装的一项主要工程。管道安装质量的好坏是关系到液压系统工作性能是否正常的关键之一。1、布管设计和配管时都应先根据液压原理图,对所需连接的组件、液压元件、管接头、法兰作一个通盘的考虑。2、管道的敷设排列和走向应整齐一致,层次分明。尽量采用水平或垂直布管,水平管道的不平行度应≤2/1000;垂直管道的不垂直度应≤2/400。用水平仪检测。3、平行或交*的管系之间,应有10mm以上的空隙。4、管道的配置必须使管道、液压阀和其它元件装卸、维修方便。系统中任何一段管道或元件应尽量能自由拆装而不影响其它元件。西藏复合液压钢管哪家好精密液压钢管普遍用于摩托车领域;

液压钢管管路的正确布置:一条管路由多段管段与配套件组成时应依次逐段接管,完成一段,组装后,再配置其后一段,以避免一次焊完产生累积误差。与管接头或法兰连接的管子必须是一段直管,即这段管子的轴心线应与管接头、法兰的轴心是平行、重合。此直线段长度要大于或等于2倍管径。外径小于30mm的管子可采用冷弯法。管子外径在30~50mm时可采用冷弯或热弯法。管子外径大于50mm时,一般采用热弯法。焊接液压管道的焊工应持有有效的高压管道焊接合格证。
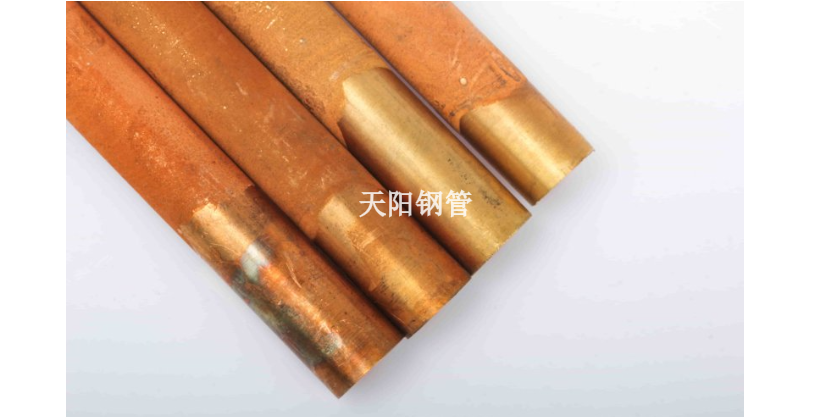
欧标EN10305-4:2003为准液压钢管介绍:生产出的精密液压钢管是精密冷拔后的无缝管通过无氧回火处理消除表面和内部应力后再经过磷化防锈处理制成。产品尺寸精度高,延展性好,容易加工弯成各种需要的形状而管子截面不会缩小或变扁;管子表面精度高、经无氧回火处理后表面硬度适中易于卡套连接,内孔和表面经磷化防锈处理后无需酸洗除锈可直接安装。无缝钢管的重量kg/m=(Od-Wt)*Wt*0.02466其中Od是外径Wt是壁厚(:(外径-壁厚)*壁厚*0.02466Kg/m。精密液压钢管高尺寸精度高;

镀锌液压钢管的制作方法中存在哪些问题呢?首要是由于大口径薄壁管在进行长时间的加热时,因管端"烧塌"形成的,一般来讲,他抉择钢管在冷却后的金相安排和力学功用,在实践出产进程中所选用的钢管冷却办法是多种多样的,常常选用的冷却办法有炉冷、空冷、油冷、聚合物冷。水冷,因此,热镀锌制品在工业(如化工设备、石油加工、海洋勘探、金属结构、电力运送、造船等),农业(如:喷灌、暧房)、修建(如:水及煤气运送、电线套管、脚手架、房子等)、桥梁、运送等方面,近几年已大量地被选用,由于热镀锌制品具有外表漂亮。耐腐蚀功用好等特征,其运用规划越来越普遍,跟着科学技术出产的开展,电镀工业所触及的范畴越来越普遍,现在,电镀锌的运用已遍及国民经济的各个出产和研讨部分,例如,机器制造、电子、精密仪器、化工、轻工、交通运送、武器、航天、原子能等等,在国民经济中有重大意义。精密液压钢管普遍用于中低压锅炉液压钢管等范畴。制造液压钢管销售
液压钢管管路漏油的原因:管路弯曲不良。制造液压钢管销售
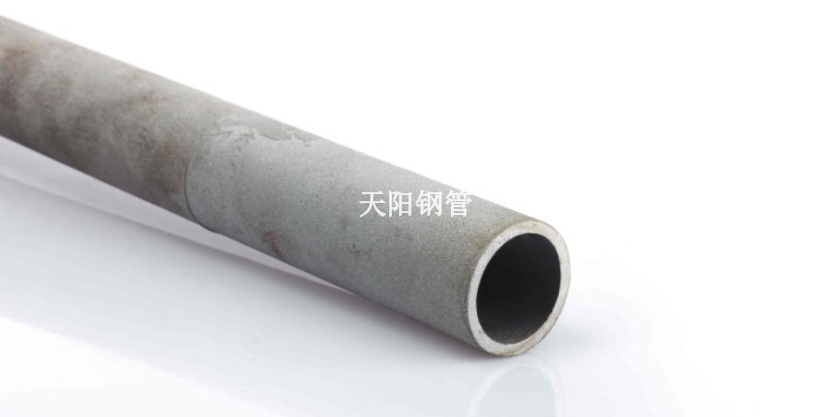
液压钢管表面出现锈斑的原因:1.液压钢管的表面积聚灰尘,其中包含其他金属元素或异质金属颗粒的附着物。在潮湿的空气中,液压钢管和冷凝水之间的连接将两者连接起来,形成一个微型电池,从而产生电流。化学反应后,保护膜被破坏,这称为电化学腐蚀。2.液压钢管的表面附着有有机果汁(例如瓜,蔬菜,面条汤,痰等),在水和氧气的存在下会形成有机酸,有机酸会腐蚀金属表面很长一段时间。3.在受污染的空气中(例如含有大量硫化物,碳氧化物和氮氧化物的大气),它将与冷凝水接触形成硫酸,硝酸和乙酸的液体斑点,从而引起化学腐蚀。4.液压钢管的表面含有酸,碱和盐类物质(例如,溅在装饰墙上的碱水和石灰水),引起局部腐蚀。制造液压钢管销售