- 品牌
- 图灵慧眼
- 型号
- DL4350
- 产地
- 苏州
- 可售卖地
- 全国
- 是否定制
- 是
- 配送方式
- 快递
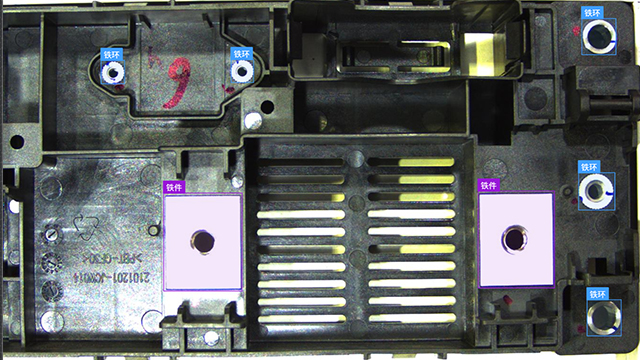
机器视觉检测系统的工作原理是通过CCD相机将检测目标转换为图像信号,传输至图像处理系统,系统对像素分布、亮度、颜色等信息进行数字化处理,通过各种运算抽取目标特征,如面积、数量、位置、长度等,并根据预设条件输出结果,实现自动识别。典型机器视觉系统结构包括照明、镜头、相机、图像采集卡和视觉处理器等部分。照明是影响系统输入质量的关键因素,需根据具体应用选择合适的光源和照射方式,如背向照明、前向照明、结构光照明和频闪光照明等。镜头选择需考虑焦距、目标高度、影像高度、放大倍数、工作距离、中心点及畸变等因素,通过公式计算所需焦距机器视觉电子元件:检测PCB板线路缺陷、元器件焊点质量、芯片对位。淮安外观机器视觉系统
展望未来,工业机器视觉将朝着更加“泛在化”和“智能化”的方向发展。泛在化意味着视觉传感能力将如同现在的PLC一样,成为各类工业设备和生产线的标准配置,无处不在。智能化则体现在系统将具备更强的自适应和学习能力,能够通过少量样本快速适应新产品或新缺陷,甚至具备一定的因果推理能力,不仅能发现“是什么”,还能初步分析“为什么”。机器视觉将从一个需要大量调试的**工具,演变为一个易于部署、自我优化的通用化智能感知平台。芜湖外观机器视觉厂家机器视觉检测的首要优势在于其超越人眼极限的精度和不受外界影响的可靠性。
传统的2D视觉主要提供平面信息,对于高度、深度、平面度等三维形貌无能为力。3D机器视觉技术的成熟实现了从平面到立体的跨越。通过激光三角测量、结构光、立体视觉等技术,3D视觉能够精确获取物体的三维点云数据。这使得许多以往难以实现的应用成为可能,例如:对不规则物体的体积测量、焊接焊缝的三维跟踪与质量检测、物流包裹的尺寸测量与无序抓取(Bin Picking)、以及精密零部件的平面度与共面性检测。3D视觉为自动化提供了更丰富、更可靠的环境感知信息,是提升工业机器人智能化水平的关键。
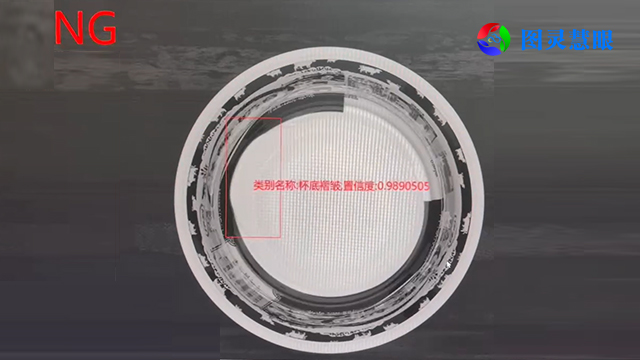
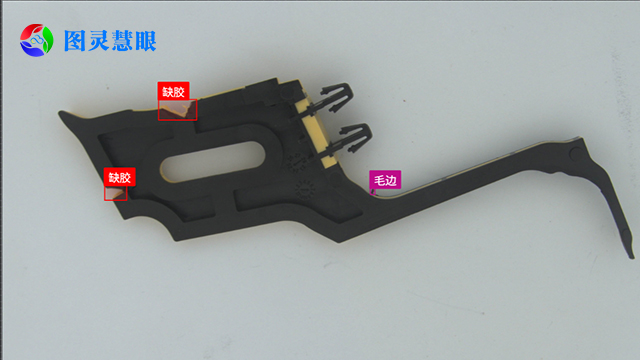
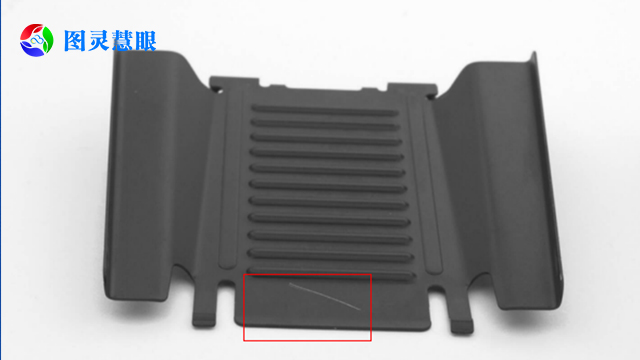
在工业机器视觉系统中,光源照明是决定图像质量的首要因素,其重要性堪比摄影中的布光,堪称“光影魔术”。光源的首要任务并非单纯提供亮度,而是创造高对比度,使待检测特征与背景之间产生的灰度或颜色差异,为后续图像分析奠定坚实基础。光源的选择需综合考虑亮度、均匀性、稳定性、光谱特性以及照射方式。亮度不足会迫使增大光圈,导致景深变小,并引入噪声;稳定性差则会造成测量结果波动。根据应用场景,常见的照射方式有前向照明(光源与相机同侧,安装简便)、背向照明(物体、位于光源与相机间,产生高对比度轮廓)、同轴照明(消除反光影响)以及结构光照明(用于获取三维信息)。LED光源因其寿命长、稳定性好、可选波长多样而成为主流。机器视觉包括检测表面的划伤、碰伤、毛刺、凹陷、污点、斑点、气泡、翘曲等。

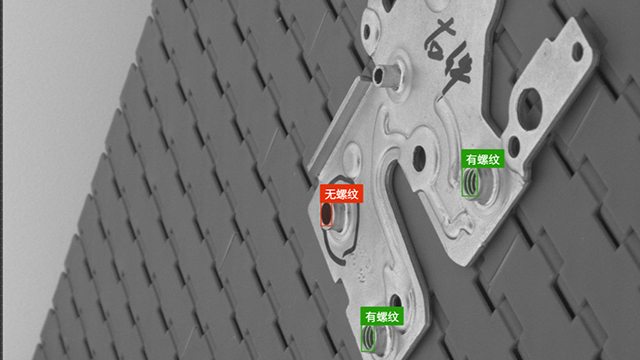
在关乎生命健康的食品和医药行业,机器视觉扮演着“智能卫士”的角色。它严格检测药品包装上的文字、批号、有效期是否印刷清晰、正确,防止包装错配;检查药片是否有缺损、裂纹或异物混入。在食品行业,视觉系统对产品进行自动分选,按颜色、大小、形状进行分级;高效检测食品中是否含有异物(如金属、玻璃、毛发);同时检查包装的密封完整性、灌装液位是否准确、生产日期喷码是否清晰。机器视觉的应用实现了100%的高效全检,确保了产品的安全与合规,为消费者筑起了一道坚实的信任防线。图像处理单元是机器视觉系统的“智慧大脑”,是运行在计算机或嵌入式处理器上的算法软件。东莞缺陷检测机器视觉系统
工业机器视觉系统的工作遵循一个严谨的“感知-分析-决策-执行”闭环流程。淮安外观机器视觉系统
相机按不同标准可分为彩色与黑白、普通分辨率与高分辨率、不同光敏面尺寸、线阵与面阵、内同步与外同步等类型。图像采集卡决定了相机的接口类型,负责将图像迅速传输至计算机处理。视觉处理器曾用于加速视觉任务,但随着计算机性能提升,已逐渐退出市场。在机器视觉系统设计中,光源选型至关重要,需重点考虑对比度、亮度、鲁棒性等因素,确保图像特征明显,减少位置敏感度,提高系统稳定性。机器视觉在布匹检测等领域的应用体现了其实际价值。传统布匹质量检测依赖人工,成本高、效率低且易出错。通过机器视觉系统,可对快速运动的布匹进行实时、准确的颜色检测、杂质识别和面积计算。系统采用彩色CCD相机获取RGB图像,转换为CIELAB色彩空间以减少噪声影响,并通过Blob分析技术分离和检测杂质色斑,计算其面积,根据结果进行质量控制和信息管理。淮安外观机器视觉系统
苏州图灵慧眼科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的电工电气中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来苏州图灵慧眼科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
2011年,中国机器视觉市场进入后增长调整期,虽然增长率较2010年有所回落,但仍保持30.1%的较高增速,市场规模升至10.8亿元。其中,智能相机、工业相机、软件和板卡增速均不低于30%,光源增幅也达28.6%,远高于中国整体自动化市场的增长水平。电子制造行业依然是拉动需求的主力,2011年该行业机器视觉市场规模达5.0亿元,增长35.1%,占整体市场份额的46.3%。电子制造、汽车、制药和包装机械四大行业共同占据了近70%的市场份额。机器视觉系统通过提高生产的柔性和自动化程度,在不适于人工作业的危险环境或人工视觉难以满足要求的场合发挥重要作用。同时,在大规模工业生产中,机器视觉检测能有效提...
- 深圳机器视觉系统 2026-03-19
- 北京CCD机器视觉自动化设备 2026-03-17
- 重庆机器视觉源头厂家 2026-03-14
- 南通CCD机器视觉自动化设备 2026-03-12
- 惠州外观机器视觉技术 2026-03-11
- 南通机器视觉检测设备 2026-03-11
- 连云港机器视觉多少钱 2026-03-08
- 缺陷检测机器视觉系统 2026-03-08
- 亳州CCD机器视觉多少钱 2026-03-05
- 淮安机器视觉生产厂家 2026-03-04
- 宁波机器视觉设备 2026-02-27
- 嘉兴缺陷检测机器视觉系统 2026-02-26
- 杭州缺陷检测机器视觉设备 2026-02-26
- 上海外观机器视觉生产厂家 2026-02-25
- 常州机器视觉检测设备 2026-02-25
- 苏州缺陷检测机器视觉检测设备 2026-02-24




- 南昌图灵慧眼模具监视器哪家好 05-05
- 化妆瓶瓶口外观视觉检测 05-04
- 山东图灵慧眼模具监视器多少钱 05-04
- 宣城自动剔除视觉检测设备 05-04
- 视觉筛选机设备 05-04
- 徐州图灵慧眼模具监视器现货 05-04
- 台州注塑机模具监视器供应商 05-04
- 汕头图灵慧眼模具监视器大概价格 05-03
- 佛山冲压模具保护器报价 05-03
- 湖南图灵慧眼模具监视器厂家 05-03