- 品牌
- 超科自动化
- 型号
- chaoke
- 尺寸
- 不限
- 重量
- 不限
- 产地
- 广州
- 可售卖地
- 不限
在电子厂房的生产环境中,中央空调恒温恒湿控制的精度直接影响产品良率。广州超科自动化科技有限公司的控制系统能将温度波动控制在 ±0.5℃,湿度偏差稳定在 ±2% RH,完美适配芯片封装车间对微环境的严苛要求。该系统通过多点传感网络实时采集车间不同区域的温湿度数据,经智能算法分析后,动态调节空调机组的送风温度与加湿量,即使在设备启停、人员流动等干扰下,仍能保持环境参数的稳定。某半导体工厂引入这套系统后,芯片封装的不良率下降 35%,因环境波动导致的生产中断次数从每月 5 次减少至 0 次,年节约生产成本超 200 万元。系统还具备远程监控功能,工程师可通过手机 APP 查看实时数据并调整参数,大幅提升了运维效率。超科科技,推动建筑物恒温恒湿控制发展。东莞无尘车间恒温恒湿控制方法

葡萄酒窖的陈年过程是一场与时间的博弈,超科科技的恒温恒湿系统成为这场博弈的比较好助手。系统采用地下埋管换热技术,利用土壤恒温特性减少能源消耗,同时配备进口精密压缩机,确保温度常年稳定在13±0.5℃。针对橡木桶存储区,开发了自然蒸发式加湿方案,通过控制水面蒸发速率维持75%RH的理想湿度,避免木塞干裂。系统还能模拟昼夜温差的自然变化(波动不超过1℃),促进单宁软化,让酒体发育更趋完美,多家酒庄的品鉴师都对其调控效果给予高度评价。肇庆智能恒温恒湿控制咨询中央空调恒温恒湿控制,超科产品质量过硬。

食品冷冻的冷藏车间,恒温恒湿控制是保证食品保鲜质量的关键。超科科技的恒温恒湿解决方案针对这一场景,采用螺杆式制冷机组与风机盘管的组合方式,将冷藏区温度严格控制在 - 18±1℃,相对湿度稳定在 90±5% RH,有效防止了食品干耗和 freezer burn 现象。系统的智能除霜算法,可根据结霜厚度自动调节除霜时间和频率,在保证制冷效果的同时减少 30% 的除霜能耗。某大型食品冷链企业应用后,食品冷藏期延长 20 天,干耗率从 5% 降至 2%,年减少食品损耗超千吨。
在热带或高寒地区,恒温恒湿系统需应对更严苛的外部干扰。例如,中东地区夏季室外温度可达50℃,而室内要求维持23℃,这对制冷机组效率和围护结构隔热提出挑战。超科自动化的解决方案包括:选用双冷凝器精密空调,在高温工况下仍保持满负荷运行;采用热管换热器回收排风能量,降低新风处理能耗;通过动态围护结构建模,优化空调启停策略。在西伯利亚某数据中心项目中,系统在-40℃环境下通过预加热和蒸汽加湿,保障了服务器机房全年稳定在22±1℃/45±5%RH,设备故障率下降60%。恒温恒湿控制系统具备多重报警机制,确保及时发现并处理异常情况。

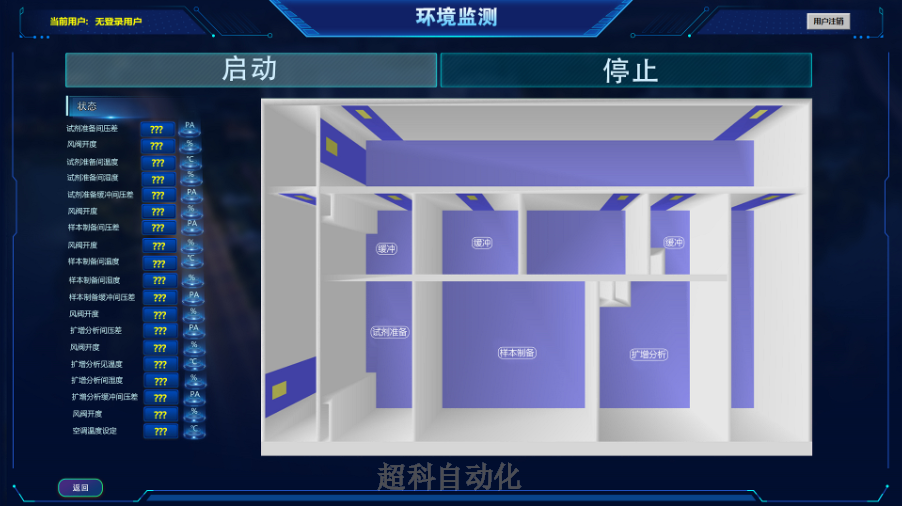
在实验室的生物培养室,恒温恒湿环境是保证实验结果准确性和重复性的基础。超科科技的恒温恒湿解决方案针对这一高精度需求,采用精密空调与二氧化碳培养箱的联动控制方式,将细胞培养区温度严格控制在 37±0.1℃,相对湿度稳定在 95±2% RH,二氧化碳浓度控制在 5±0.1%,为细胞生长提供比较好环境。系统具备多段程序控制功能,可模拟不同的生长阶段环境参数变化,满足复杂的实验需求。某高校实验室应用该系统后,细胞培养的成功率从 75% 提升至 95%,实验数据的重复性显著提高,研究周期缩短 20%。超科自动化,中央空调恒温恒湿控制技术先锋。成都厂房恒温恒湿控制系统费用
中央空调恒温恒湿控制,超科系统安全可靠。东莞无尘车间恒温恒湿控制方法
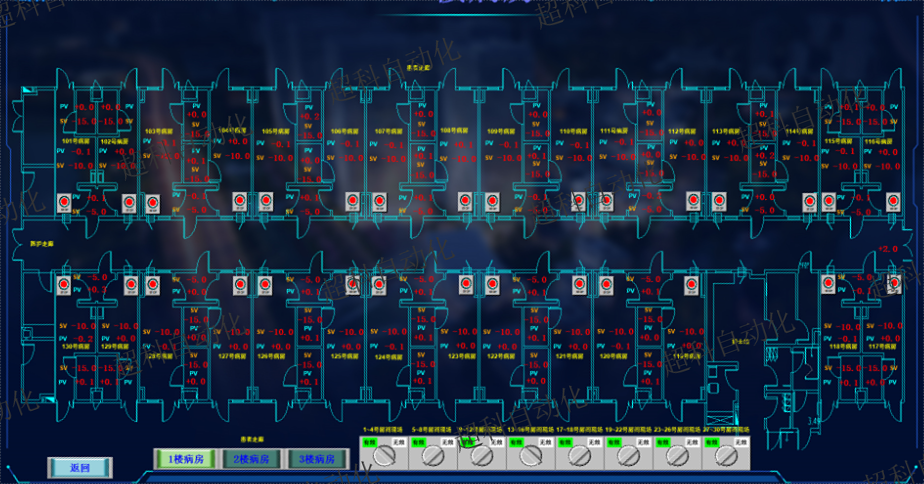
制药车间的GMP认证对恒温恒湿有强制要求,超科科技的系统为此提供了全流程合规保障。在口服液灌装车间,系统通过128个监测点构建三维环境网格,任何一点的温湿度偏离设定值(温度20±2℃,湿度45±5%RH),都会立即触发声光报警并自动启动备用调节模块。系统生成的电子记录可追溯至每一分钟的运行参数,符合FDA的21CFRPart11规范。更值得一提的是,其防交叉污染设计,通过压力梯度控制确保洁净区与非洁净区的空气单向流动,在维持恒温恒湿的同时,杜绝了微生物污染风险。东莞无尘车间恒温恒湿控制方法
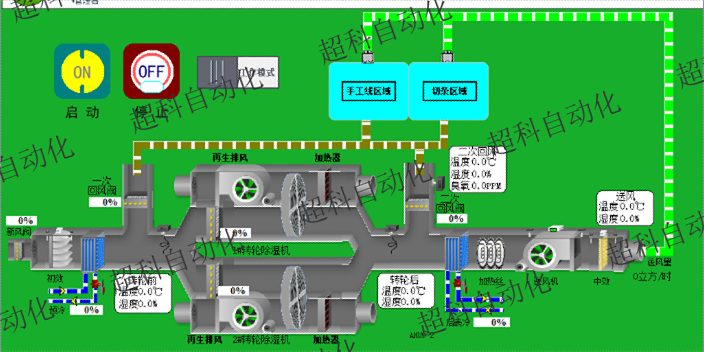
电子制造行业中,微小的温湿度波动就可能影响产品良率,广州超科恒温恒湿控制系统为电子厂房提供高精度环境管控保障。针对芯片生产、集成电路制造等场景,系统可将车间温度稳定在22℃左右、相对湿度50-60%,有效避免温度波动导致的光刻胶形变、湿度过高引发的金属部件氧化等问题。系统采用分级控制方案,通过中央空调机组大范围调节,搭配FFU风机过滤单元实现局部微调,配备备用制冷机组和加湿器,确保突发故障时参数不超标。某半导体企业应用后,车间温湿度达标率从90%提升至99.8%,产品不良率下降40%,充分体现了系统的精密管控价值。超科自动化,建筑物恒温恒湿控制更智能高效。肇庆智慧恒温恒湿控制系统费用数据驱动的...
- 深圳医院恒温恒湿控制工程师 2026-04-05
- 肇庆智能恒温恒湿控制系统哪家好 2026-04-05
- 广州智能恒温恒湿控制 2026-04-05
- 深圳恒温恒湿控制器 2026-04-05
- 广州厂房恒温恒湿控制系统 2026-04-05
- 重庆空调恒温恒湿控制器 2026-04-05
- 重庆工厂恒温恒湿控制厂家 2026-04-05
- 重庆实验室恒温恒湿控制器 2026-04-05
- 成都工厂恒温恒湿控制厂家 2026-04-05
- 重庆工厂恒温恒湿控制系统费用 2026-04-05

- 珠海智慧恒温恒湿控制厂家 2026-04-04
- 东莞智能恒温恒湿控制厂家 2026-04-04
- 医院恒温恒湿控制方案 2026-04-04
- 长沙恒温恒湿控制系统 2026-04-04
- 重庆医院恒温恒湿控制费用 2026-04-04
- 中山酒店恒温恒湿控制工程师 2026-04-04




- 广州医院空调节能控制系统 04-07
- 中山医院空调集中控制器 04-07
- 肇庆中央空调节能控制系统哪家好 04-07
- 单位空调节能控制公司 04-07
- 空调节能控制方法 04-07
- 成都酒店空调集中控制系统 04-07
- 长沙大型中央空调节能控制工程 04-07
- 成都学校高效机房系统公司 04-07
- 广州医院高效机房空调 04-07
- 广东厂房空调节能控制系统公司 04-07