- 品牌
- 金旺智能
- 型号
- 智能工厂
- 产地
- 常州
- 可售卖地
- 全国
- 是否定制
- 是
多终端呈现设备管理数字化是利用手机、电脑等多终端实时展示设备数据,实现便捷高效管理。在金旺智能的设备运维中,管理人员可通过手机APP实时查看设备运行参数,如灌装机的灌装量、旋盖扭矩等,数据刷新频率10秒/次,异常时自动推送报警信息,响应时间从传统的30分钟缩短至5分钟。某工厂案例显示,多终端管理使设备故障处理效率提升70%,维修人员通过电脑端的设备3D模型查看内部结构,提前准备维修配件,平均维修时间从4小时缩短至1.5小时,且通过平板端的巡检APP,巡检完成率从80%提升至100%,确保设备管理无死角。公司职能中心展现营销、技术、生产、服务中心,为农化制剂智能工厂全案服务商 。河南农化制剂智能工厂哪家强
设备管理过程数字化是将设备采购、维护、报废等环节线上化,提高管理准确度与效率。在金旺智能的设备管理中,采购环节通过线上招标平台,3天内完成供应商比价,采购周期缩短50%;维护环节建立电子档案,记录每台设备的维护历史,如灌装机每500小时更换密封圈,系统自动推送维护提醒,维护完成率达100%;报废环节通过评估设备残值和维修成本,自动生成报废建议,避免过度维修或提前报废。某年度数据显示,设备管理过程数字化使采购成本降低12%,维护成本下降25%,设备综合效率(OEE)提升20%。重庆农化制剂智能工厂品牌排行山东乐邦是专注消毒用品领域,集研发、生产、销售于一体,提供多元消杀产品的企业。

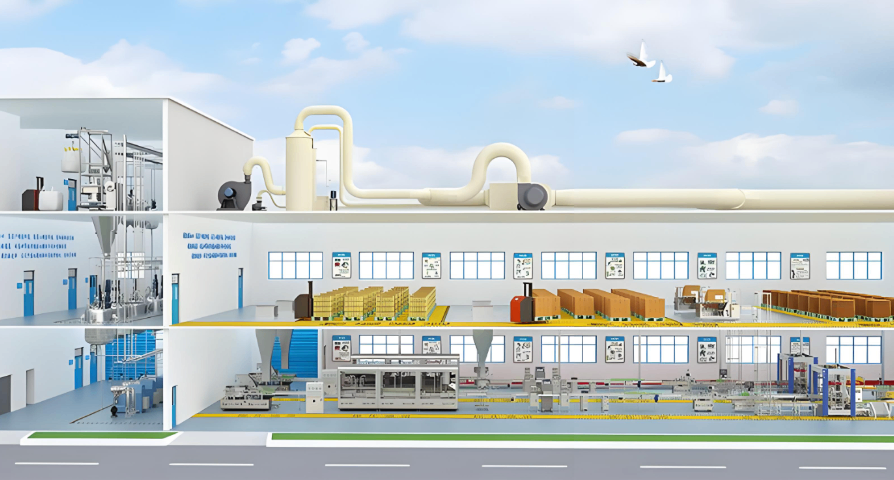
智能高位库是一种具备智能管理功能的高位仓库。堆垛机如同电梯般在高层货架间灵活穿梭,WMS系统则像大脑一样高效规划货位。入库时,系统会根据货物重量自动分配货架层数——重货放置于底层,轻货则存放于高层。在农药仓储领域,其巷道堆垛机的提升速度高达120米/分钟,取货效率较传统仓库提升4倍。货架高度达到24米,相当于8层楼的高度,空间利用率是平面仓库的5倍。此外,智能分拣系统能够根据出库订单自动组合货物,拣货准确率高达99.99%。曾有仓库使用该系统处理1000单订单出现1单拣货错误,错误率低至0.01%。
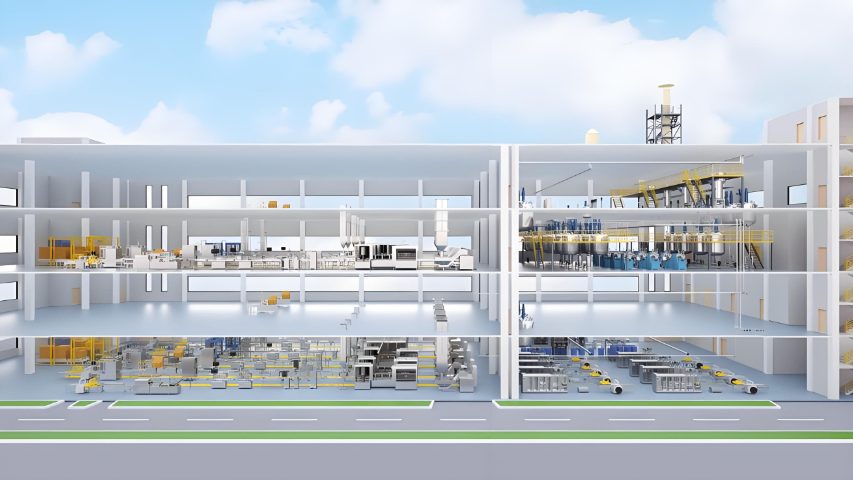
金旺智能的智能包装展厅,展示了公司在农化制剂智能工厂服务方面的强大实力。在这个展厅内,汇集了各种先进的设备,如高速灌装机、智能贴标机等,这些设备共同演示了一个完整的自动化包装流程,从理瓶、灌装、旋盖到贴标,每一个环节都体现了智能化的优势。而高速贴标机则能够将贴标位置的误差控制在小于0.5mm的范围内,极大地提高了贴标准确性。此外,配合先进的视觉检测系统,包装合格率可以达到惊人的99.99%,确保了产品质量的高标准。通过这种场景化的展示方式,客户可以直观地了解到智能包装技术是如何在实际生产中提升生产效率、降低物料损耗的。这种展示不仅让客户对智能包装有了更深入的理解,也为他们提供了服务的实践参考,帮助他们在选择智能包装解决方案时做出更明智的决策。金旺智能通过这个展厅,向客户展示了其在智能包装领域的专业实力和丰富的实践经验,进一步增强了客户对公司的信任和认可。金旺智能聚焦农化智能工厂,以理念、准则驱动,销售业绩呈TOP增长 。

P-专业采购保障采购质量,凭价格优势与低额外费用,打造高效采购体系。在金旺智能的设备采购中,采购团队通过集中招标、战略采购等方式,与300余家供应商建立合作,关键设备采购成本降低15%-25%,同时通过严格的供应商评估体系,确保设备交货期准确率达99%,质量合格率达100%。某年度采购数据显示,P-专业采购使采购周期缩短40%,采购成本下降22%,且通过建立备件安全库存,关键备件库存周转率提升50%,既保证了生产连续性,又减少了资金占用,实现了采购效率与成本的双重优化。与智能办公互联互通,打通业务流程数据,促进部门协作,提升办公决策科学性。河南农化制剂智能工厂哪家强
兽药智能加工是采用智能方式进行兽药加工的过程。河南农化制剂智能工厂哪家强
浙龙药业是一家集研发、生产、销售于一体的农药企业,凭借噻菌铜等产品为农业提供良好服务,同时积极开拓国内及海外市场。金旺智能为其量身设计的噻菌铜悬浮剂生产线,融合了砂磨研磨与智能混配技术,确保原药颗粒粒径分布均匀,悬浮率高达95%以上。在防治作物细菌病害方面,该产品的药效持续期较传统剂型延长5天。此外,其液体药剂生产线配备了称重式灌旋一体机,灌装精度控制在±1ml,旋盖扭矩控制合理,产品包装合格率高达99.9%。借助先进的智能化生产线,浙龙药业的年产能提升至1万吨,产品远销20多个国家,品牌影响力持续扩大。河南农化制剂智能工厂哪家强
- 上海农化制剂智能工厂推荐厂家 2026-05-14
- 四川定制农化制剂智能工厂 2026-05-14
- 耐用农化制剂智能工厂应用范围 2026-05-14
- 哪个牌子农化制剂智能工厂设备厂家 2026-05-13
- 什么农化制剂智能工厂设备厂家 2026-05-13
- 国内农化制剂智能工厂性能 2026-05-13
- 浙江农化制剂智能工厂大概多少钱 2026-05-12
- 自动化农化制剂智能工厂应用范围 2026-05-12
- 好用的农化制剂智能工厂联系人 2026-05-11
- 辽宁农化制剂智能工厂常见问题 2026-05-11
- 自动化农化制剂智能工厂厂家直销 2026-05-11
- 便宜的农化制剂智能工厂售后好的 2026-05-11