- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
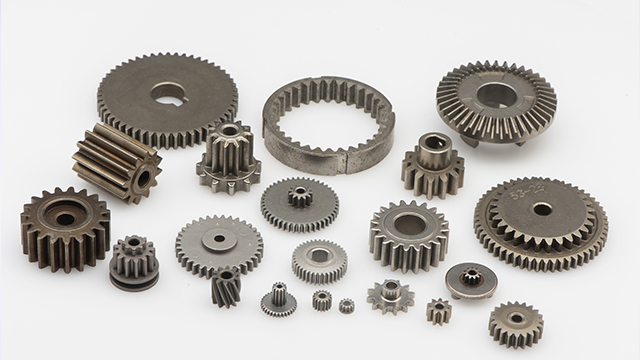
汽车产业的电动化、智能化趋势为金属注射成型(MIM)技术开辟了广阔的应用空间。伊比精密科技紧跟市场前沿,将其MIM技术成功应用于汽车电子和新能源汽车的多个关键场景。在传统汽车领域,伊比精密为ESP系统、安全气囊传感器等提供高精度的结构外壳和主要部件。在新能源汽车领域,其技术应用更为突出:包括电池包内的精密连接件(具有优良的导电性和强度)、电控系统内的散热基座和绝缘结构件、以及激光雷达和摄像头模块中的精密支架等。这些应用场景对零件的耐高温性、耐腐蚀性、电磁屏蔽性能和结构可靠性要求极高。伊比精密通过严格的材料选型、工艺优化和质量管控(如遵循IATF 16949体系),确保了每一件MIM汽车零件都能满足车规级的严苛标准,助力汽车行业向更安全、更智能的方向发展。钨钢材料通过MIM工艺制造耐高温的工业机器人配件。表壳金属注射成型结构件

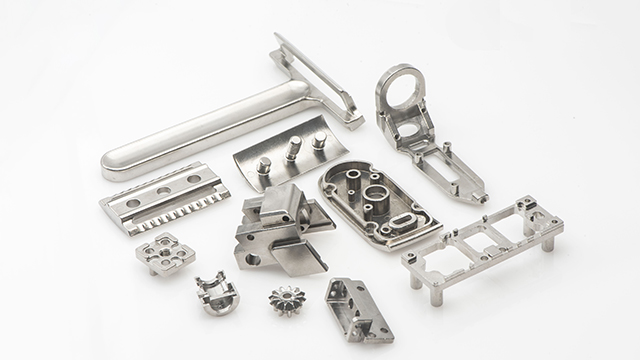
在连接器行业,随着设备小型化趋势加剧,对精密连接器的需求日益增长。伊比精密科技有限公司利用金属注射成型(MIM)技术,为通信、电子、汽车等领域提供高性能连接器解决方案。公司开发的射频连接器、光纤连接器、高速传输连接器等产品,具有结构复杂、精度要求高、批量生产难度大的特点。通过MIM技术,伊比精密实现了连接器的一次成型制造,避免了多零件组装带来的精度偏差,显著提高了产品的可靠性和一致性。这些创新产品为5G通信、数据中心、新能源汽车等领域提供了可靠的连接解决方案。苏州金属注射成型平台MIM技术为品牌门锁提供防撬、耐用的主要锁芯。
运动器材行业对零件的强度、重量和耐久性要求极高,金属注射成型(MIM)技术正在为该行业带来创新变革。伊比精密科技有限公司为品牌的运动手表、健身器材、户外装备等提供专业级MIM零件。公司生产的运动表扣、登山扣中心件、健身器材轴承座等部件,具有强度高、重量轻、耐腐蚀的特点。通过MIM技术,伊比精密实现了复杂受力结构的一次成型,避免了焊接和组装带来的强度损失。这些高性能运动器材零件不仅提升了产品的使用体验,还通过优化设计延长了产品的使用寿命。
在汽车发动机领域,对零部件的耐高温性、耐磨性和精密度的要求极为苛刻。伊比精密科技有限公司突破传统工艺限制,采用金属注射成型(MIM)技术为汽车发动机研发生产关键零部件。公司开发的涡轮增压器叶片、燃油喷射系统零件、可变气门正时系统部件等产品,能够在高温高压环境下保持稳定的性能表现。通过特殊的合金材料配方和工艺优化,伊比精密的MIM产品达到了发动机零件的严苛标准,具有优异的耐热疲劳性能和耐磨性能。这些创新产品的应用,不仅提高了发动机的工作效率,还通过减重设计降低了油耗,为汽车节能减排做出了重要贡献。铁镍合金通过MIM工艺制造屏蔽罩,用于3C电子产品。

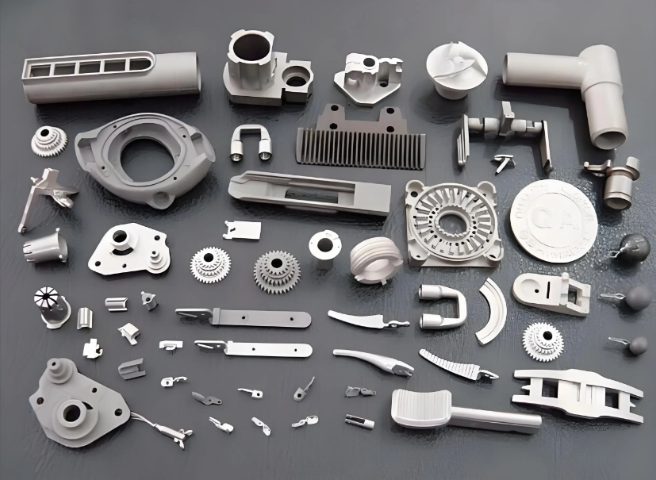
金属注射成型MIM工艺全过程需要建立完善的质量控制体系。从原材料入库开始,就需要对金属粉末和粘结剂进行严格检测。生产过程中需要对每个工序的关键参数进行监控和记录,确保工艺稳定性。一些技术型企业如伊比精密通过引入自动化检测设备,实现对产品尺寸和性能的快速检测。所以产品还需要进行更多的性能测试,包括力学性能、金相组织和尺寸精度等。完善的质量控制体系是保证MIM产品质量稳定的重要保障,也是企业核心竞争力的体现。氮化铝陶瓷MIM基板具有高导热性,用于LED行业。河源金属注射成型加工
MIM工艺适合大批量生产小型、精密的金属零件。表壳金属注射成型结构件
工业机器人与协作机器人的发展,对其内部零部件的精度、轻量化和强度提出了近乎苛刻的要求。金属注射成型(MIM)技术恰好能够满足这些需求,实现复杂三维结构的一次性净成形。伊比精密科技积极布局机器人供应链,为机器人关节模组、谐波减速器、传感器外壳以及机械臂内部的连接件和传动部件提供高质量的MIM解决方案。例如,机器人灵巧手内部众多微小且需要承受一定载荷的关节部件,正是MIM技术大显身手的领域。伊比精密制造的这些零件不仅保证了精确的尺寸和形位公差,确保了机器人的运动精度和重复定位准确性,同时有效的轻量化设计降低了惯性,提高了机器人的运动效率和响应速度,为机器人产业的迭代升级提供了至关重要的基础元件。表壳金属注射成型结构件
深圳市伊比精密科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市伊比精密科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

折叠屏手机等精密结构件对不锈钢零件的厚度与精度有着明确的技术要求。MIM工艺目前能够稳定产出壁厚在0.3mm-0.5mm之间的不锈钢零件,并完整保留复杂的几何特征。由于采用了微米级的金属粉末,烧结后的零件表面粗糙度(Ra)可控制在1.6μm以下,这为后续的低摩擦滑动提供了物理基础。在运营此类高精密项目时,尺寸链的闭环控制是关键变量。通过采用高刚性模具结构和多级注塑参数控制,能够减少零件在脱模过程中的残余应力,从而降低烧结形变的风险。这种对微观工艺参数的把控,证明了MIM在应对高集成化设计时的技术承载力。通过对制程能力(CPK值)的持续监控,运营人员能够确保每一批次的交付件都符合严苛的行业公差标...
- 泰州金属注射成型加工 2026-02-27
- 山东金属注射成型生产厂家 2026-02-27
- 汕头医疗金属注射成型 2026-02-27
- 南通智能眼镜金属注射成型 2026-02-27
- 铝金属注射成型配件 2026-02-27
- 中山钛金属注射成型 2026-02-27
- 河北金属注射成型有多少 2026-02-27
- 江苏附近金属注射成型 2026-02-27
- 铁金属注射成型 2026-02-27
- 全国金属注射成型怎么样 2026-02-27



- 四川结构件金属注射成型 2026-02-26
- 连云港智能家具金属注射成型 2026-02-26
- 杭州钛金属注射成型 2026-02-26
- 四川3C金属注射成型 2026-02-26
- 天津金属注射成型怎么样 2026-02-26
- 广东铝合金金属注射成型 2026-02-26




- 铝金属注射成型配件 02-27
- 中山钛金属注射成型 02-27
- 河北金属注射成型有多少 02-27
- 江苏附近金属注射成型 02-27
- 铁金属注射成型 02-27
- 全国金属注射成型怎么样 02-27
- 浙江附近金属注射成型 02-27
- 汕尾mim金属注射成型 02-27
- 钨钢金属注射成型工艺流程 02-27
- 云浮不锈钢金属注射成型 02-27