- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
金属注射成型技术作为一种近净成形工艺,在精密制造领域展现出独特优势。该技术通过将金属粉末与粘结剂混合,采用注塑成型方式制造复杂形状零件,再经过脱脂烧结获得致密金属件。相比传统加工工艺,该技术特别适用于生产结构复杂、批量较大的小型精密零件,在材料利用率、生产效率和产品一致性方面表现突出。目前,该技术已广泛应用于消费电子、医疗器械、汽车零部件等领域,为产品结构设计提供了更大的自由度。随着技术不断创新,其应用范围还在持续扩大。MIM技术实现了一次成型复杂结构,减少组装工序。广东大型金属注射成型
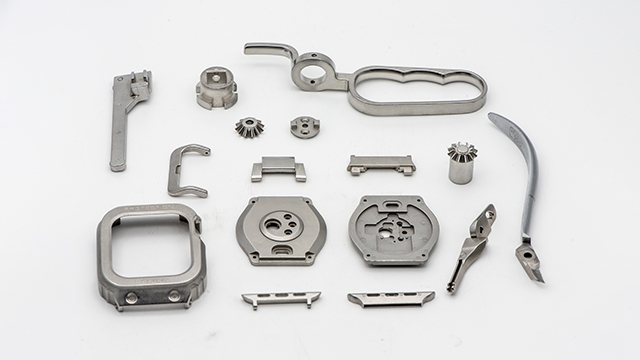
MIM技术广泛应用于消费电子、汽车、医疗器械和工业零件等领域。其中,消费电子是较大的应用领域,占据约40.3%的市场份额。消费电子领域:精研科技、东睦股份是主要供应商,为智能手机、可穿戴设备提供精密结构件。汽车领域:美湖股份、统联精密等企业为特斯拉、博格华纳等提供MIM齿轮、轴承等部件。医疗器械领域:Indo-MIM、ARC Group等国际企业具有优势,国内企业如伊比精密也积极布局,其生产的软磁材料MIM零件可用于医疗设备。深圳市伊比精密科技有限公司的产品涵盖了锁具配件、3C配件、小家电配件和美容仪配件等多个领域,并拥有生产复杂倒扣零件的技术,展示了其在复杂结构件制造方面的能力。揭阳结构件金属注射成型陶瓷MIM技术应用于3C行业,制成精密绝缘结构件。

除了消费电子和汽车,伊比精密科技正不断将MIM技术的优势拓展至医疗器械和品牌五金工具等跨界领域。在医疗方面,MIM技术非常适合制造手术器械的关节部件(如腹腔镜剪刀的头部)、牙科正畸中的托槽和牙冠支架、以及骨科手术中的辅助器械零件。这些产品要求极高的尺寸精度、表面光洁度和生物相容性。伊比精密在洁净车间环境下生产,严格管控生产过程,满足医疗行业的法规要求。在五金工具领域,伊比为品牌扳手、螺丝刀、电动工具提供内部的精密齿轮、硬度高套筒和耐用批头。MIM技术制造的这些零件耐磨、耐用,性能远超传统铸造件,提升了专业工具的整体品质和寿命。这些跨界应用充分展现了伊比精密MIM技术的行业适应性和巨大潜力。
注射成型是MIM工艺的主要环节,需要将喂料注入模具型腔形成生坯。这个过程要求精确控制注射温度、压力和速度等参数。注射温度通常略高于粘结剂的熔点,以保证喂料具有良好的流动性。注射压力需要足够大以确保喂料充满模具型腔,同时又要避免产生飞边等缺陷。一些企业如伊比精密通过采用先进的注塑设备和精密的模具设计,实现了复杂结构零件的一次成型。注射成型的生坯需要具有足够的强度以保证后续脱脂工序的顺利进行,这个环节的技术水平直接决定了产品的成型质量。钛合金MIM高尔夫球头,让运动装备更轻更强。

医疗器械的微型化和精密化发展趋势,为金属注射成型(MIM)技术带来了广阔的应用空间。伊比精密科技有限公司在医疗领域深耕细作,为手术器械、植入设备、诊断仪器等提供高精度MIM零件。公司生产的手术钳关节、内窥镜零件、牙科植入体等医疗器械部件,具有尺寸精密、表面光洁、生物相容性好的特点。伊比精密在洁净车间环境下生产医疗零件,严格执行GMP标准,确保产品满足医疗器械行业的法规要求。这些精密医疗器械零件不仅提高了手术的精细度和安全性,还通过批量生产降低了医疗成本,为提升医疗服务水平做出了贡献。MIM技术为无人机提供轻量化、硬度高的齿轮配件。江门钨钢金属注射成型
钛合金MIM植入物因其优良性能被骨科手术采用。广东大型金属注射成型
中国MIM行业已形成多梯队竞争格局。首先是由精研科技、东睦股份等上市公司主导,年营收规模在20亿元以上。第二梯队包括富驰高科、统联精密等企业,年营收在5-10亿元之间。第三梯队则由众多专业化中小企业组成,如深圳市伊比精密科技有限公司,这类企业通常在特定细分领域或区域市场具有较强竞争力。深圳市伊比精密科技有限公司自2015年成立以来,已发展成为一家集金属粉末注射成形(MIM)和陶瓷粉末注射成形(CIM)研发、生产和服务于一体的公司。公司拥有28项技术,覆盖了从模具设计到后处理等多个MIM工艺环节,体现了其技术创新能力。广东大型金属注射成型
深圳市伊比精密科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市伊比精密科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

在微创手术领域,机器人末端工具的细微程度直接影响操作表现。钛合金因其非磁性、耐高温灭菌以及优良的力学性能,成为手术钳、剪刀等执行构件的推荐。这些零件体积微小、结构多变,加工难度大。MIM工艺利用其在微小型零件制造上的优势,能够准确成型具有细微齿形与内部孔径的结构。同时,钛合金的化学稳定性确保了在反复高压灭菌后依然能保持原有的理化特性。这不仅提升了手术操作的受控感,也为精密医疗设备的长期运行提供了稳固屏障,体现了先进制造对现代医疗技术的深度支持。专注钛合金注射成型,我们不只是在制造零件,更是在重塑精密制造的未来。中山金属注射成型有多少AR眼镜为了实现虚实结合的视觉效果,内部精密光学模组的调节结构...
- 中山智能家具金属注射成型 2026-04-26
- 惠州钛金属注射成型 2026-04-26
- 浙江金属注射成型加工 2026-04-26
- 珠海智能家具金属注射成型 2026-04-26
- 宁波金属注射成型优势 2026-04-26
- 扬州金属注射成型有多少 2026-04-26
- 江苏金属注射成型结构 2026-04-26
- 梅州陶瓷金属注射成型 2026-04-26
- 连云港金属注射成型代加工 2026-04-26
- 江门金属注射成型代加工 2026-04-26



- 江苏304金属注射成型 2026-04-26
- 河北金属注射成型加工 2026-04-26
- 湛江金属注射成型生产厂家 2026-04-26
- 苏州智能眼镜金属注射成型 2026-04-26
- 江苏医疗金属注射成型 2026-04-26
- 铁金属注射成型工艺流程 2026-04-26




- 宁波金属注射成型优势 04-26
- 扬州金属注射成型有多少 04-26
- 江苏金属注射成型结构 04-26
- 梅州陶瓷金属注射成型 04-26
- 连云港金属注射成型代加工 04-26
- 江门金属注射成型代加工 04-26
- 湖北智能金属注射成型 04-26
- 清远大型金属注射成型 04-26
- 智能家具金属注射成型市场 04-26
- 中山全国金属注射成型 04-26