- 品牌
- 伊比精密科技有限公司
- 材料材质
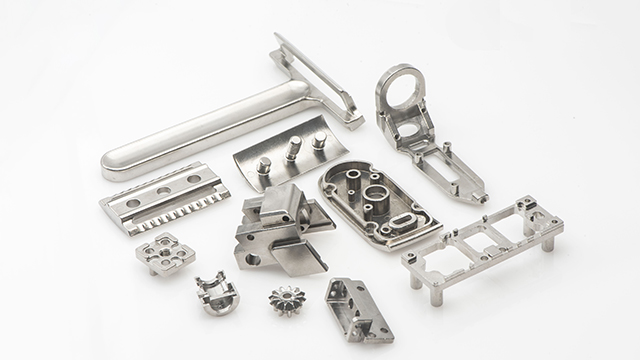
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
汽车产业的电动化、智能化趋势为金属注射成型(MIM)技术开辟了广阔的应用空间。伊比精密科技紧跟市场前沿,将其MIM技术成功应用于汽车电子和新能源汽车的多个关键场景。在传统汽车领域,伊比精密为ESP系统、安全气囊传感器等提供高精度的结构外壳和主要部件。在新能源汽车领域,其技术应用更为突出:包括电池包内的精密连接件(具有优良的导电性和强度)、电控系统内的散热基座和绝缘结构件、以及激光雷达和摄像头模块中的精密支架等。这些应用场景对零件的耐高温性、耐腐蚀性、电磁屏蔽性能和结构可靠性要求极高。伊比精密通过严格的材料选型、工艺优化和质量管控(如遵循IATF 16949体系),确保了每一件MIM汽车零件都能满足车规级的严苛标准,助力汽车行业向更安全、更智能的方向发展。MIM生坯具有一定强度,可进行必要的机械加工。mim金属注射成型平台

金属注射成型(MIM)是一种将金属粉末与粘结剂混合注射成形的先进工艺,被誉为"第五代金属成形技术"。深圳市伊比精密科技有限公司作为国内MIM行业的企业,凭借其深厚的技术积累和创新能力,在MIM领域取得了成就。公司拥有完整的MIM生产线,从喂料制备、注射成型、脱脂到烧结,每个环节都建立了严格的质量控制体系。伊比精密不仅掌握了不锈钢、合金钢等常规材料的MIM工艺,还在软磁材料、高熵合金等特殊材料领域取得突破,为客户提供多元化的材料选择方案。东莞锁金属注射成型催化脱脂是MIM关键步骤,高效去除粘结剂。

全球MIM行业正处于快速发展期,年增长率保持在15%以上。伊比精密紧跟行业趋势,在技术创新和市场拓展方面进行前瞻性布局。技术方面,公司重点开发微型化、复杂化MIM零件的生产工艺,满足电子产品轻薄化需求;市场方面,积极拓展医疗器械、航空航天等应用领域。同时,伊比精密还大力推进自动化改造,引进机器人生产线,提升生产效率和产品一致性。这些战略举措使公司能够抓住行业发展机遇,保持持续增长动力。质量是MIM产品的生命线,伊比精密建立了完善的全流程质量管理体系。从原料入库开始,公司对金属粉末、粘结剂等原材料进行严格检测;生产过程中实施首检、巡检、末检制度,使用三坐标测量仪、光学影像仪等精密检测设备监控产品质量;产品进行全尺寸检验和性能测试,确保符合客户要求。公司还引进了MES生产管理系统,实现生产过程的可追溯性。这套严格的质量管控体系确保了伊比精密产品的品质和稳定性。
注射成型是MIM工艺的主要环节,需要将喂料注入模具型腔形成生坯。这个过程要求精确控制注射温度、压力和速度等参数。注射温度通常略高于粘结剂的熔点,以保证喂料具有良好的流动性。注射压力需要足够大以确保喂料充满模具型腔,同时又要避免产生飞边等缺陷。一些企业如伊比精密通过采用先进的注塑设备和精密的模具设计,实现了复杂结构零件的一次成型。注射成型的生坯需要具有足够的强度以保证后续脱脂工序的顺利进行,这个环节的技术水平直接决定了产品的成型质量。MIM烧结收缩率一致性好,保障产品尺寸稳定性。

在消费电子领域,外观件不仅是功能载体,更是产品设计的重要表现。伊比精密科技有限公司运用金属注射成型(MIM)技术,为手机、笔记本电脑、音频设备等提供品牌外观件。公司生产的笔记本铰链、手机中框、耳机金属外壳等产品,既满足了复杂结构的设计需求,又提供了出色的外观质感。通过MIM技术,伊比精密实现了薄壁、镂空、精细纹理等复杂外观特征的成型,同时保证了产品的大批量生产一致性。这些高品牌的外观件不仅提升了产品的美观度,还通过一体化设计增强了产品的结构强度。MIM注射过程与塑料注塑相似,但参数截然不同。扬州锁金属注射成型
采用MIM技术生产铁基锁具配件,强度高且耐磨损。mim金属注射成型平台
智能锁具的安全性与耐用性直接取决于其内部精密构件的品质。金属注射成型(MIM)技术能够一体化成型结构复杂、精度高且耐磨性强的锁具内部零件,如锁芯、涡轮、精密齿轮等,彻底解决了传统工艺组合件多、稳定性差的痛点。伊比精密科技凭借其成熟的MIM工艺和严格的质量管控体系,为品牌智能锁、防盗门锁提供内部精密结构件。这些零件尺寸稳定、强度接近锻件,确保了锁具的高可靠性和长使用寿命,为现代安防领域提供了坚实的技术支持。mim金属注射成型平台
深圳市伊比精密科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市伊比精密科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

微型燃气轮机广泛应用于无人机动力与分布式发电。其内部静子叶片需要引导高温高压气流,静子支架作为固定叶片的关键构件,对型面精度与热稳定性要求极高。钛合金因其优异的温升耐受力与低比重特性,成为支架材料的推荐。MIM工艺利用流变学原理,将钛粉末充填至精密模具中,成型后的零件具备致密的组织结构。这种工艺在保证零件公差适配性的同时,有力提升了动力系统的热效率。钛合金MIM件在高温工况下不易产生蠕变变形,确保了叶片光路的准确性,是动力系统追求效能迭代的重要制造基础。告别高昂工时,钛合金MIM助力您的产品快速占领市场,降本增效看得见。连云港金属注射成型配件自动化流水线上的机器人末端执行器需要频繁进行高速启停...
- 精密金属注射成型加工 2026-05-01
- 梅州陶瓷金属注射成型 2026-05-01
- 常州金属注射成型工艺流程 2026-05-01
- 常州铝合金金属注射成型 2026-05-01
- 扬州结构件金属注射成型 2026-05-01
- 梅州大型金属注射成型 2026-05-01
- 广州3C金属注射成型 2026-05-01
- 河源陶瓷金属注射成型 2026-05-01
- 宁波金属注射成型工艺流程 2026-04-30
- 南通铁金属注射成型 2026-04-30



- 茂名铝金属注射成型 2026-04-30
- 结构件金属注射成型结构零件 2026-04-30
- 泰州金属注射成型加工 2026-04-30
- 广州铁金属注射成型 2026-04-30
- 泰州金属注射成型强度 2026-04-30
- 铁金属注射成型优势 2026-04-30





- 扬州结构件金属注射成型 05-01
- 梅州大型金属注射成型 05-01
- 广州3C金属注射成型 05-01
- 河源陶瓷金属注射成型 05-01
- 宁波金属注射成型工艺流程 04-30
- 南通铁金属注射成型 04-30
- 山东锁具金属注射成型 04-30
- mim金属注射成型市场 04-30
- 苏州金属注射成型工艺流程 04-30
- 山东金属注射成型工艺流程 04-30