- 品牌
- 冠宇,鑫冠宇
- 型号
- GYH
- 加工定制
- 是
- 处理污水量
- 5000-60000m³/d
- 用途
- 污水处理
- 功率
- 5.12-61.44kw
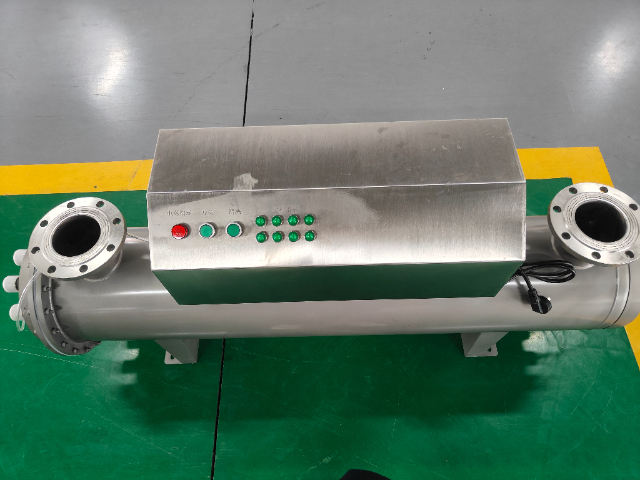
- 设备材质
- 不锈钢
- 外形尺寸
- 1400*200*2100/1400*2400*2100mm
- 产地
- 河北
- 厂家
- 冠宇环保
- 灯管数量
- 16-192支
- 模块数量
- 2-24个
设备臭氧发生系统采用先进技术,臭氧浓度可超 120mg/L,为氧化反应提供了充足的氧化剂来源。同时,搭配微米级汽水混合系统,该系统能将臭氧气体分散成微米级细小气泡,大幅增加臭氧与废水的接触面积,提高气液传质效率,使臭氧利用率提升 15% 以上,不只增强了氧化处理效果,还减少了臭氧浪费,降低了运行成本。在处理效果上,鑫冠宇 AOP 设备对难降解有机废水的 COD 去除率显箸,同时具有出色的脱色效果,能有效去除废水中的色素物质,使处理后的废水外观得到明显改善。产学研深度融合,冠宇与科研机构合作,推动技术迭代升级。山东怎么做污水处理设备维修保养

在设备设计上,双效催化高级氧化设备采用模块化结构,不只大幅减小了设备占地面积,使其能灵活适配各类水厂的提标改造项目,无论是空间紧张的老旧水厂,还是新建水厂的紧凑布局,都能轻松融入。而且模块化设计还便于设备的运输、安装与后期维护,降低了项目施工难度与成本。在经济性方面,该设备通过准精控制反应过程与优化药剂投加量,实现了 H₂O₂投加量减少 10 - 20%,同时借助高效的能量利用技术,使电耗降低 15% 以上,显箸降低了水厂的运行成本,为水厂在保障水质安全的前提下,实现经济效益提升提供了有力支持。自该设备投入市场以来,已在全国多家水厂成功应用,有效解决了微污染水处理难题,为饮用水安全筑牢了坚实屏障,赢得了用户的普遍赞誉与高度认可。辽宁智能污水处理拥有发明及实用新型砖利十余项,冠宇以科技实力为您定制专业水处理解决方案。

制药废水含残留药物、有机溶剂,河北冠宇方案“预处理破毒+生化+中压紫外线”:预处理用高级氧化解破毒性,生化阶段“厌氧+好氧”降解有机物,GY-UV-TOC-B设备符合GMP,流路材质可追溯,焊接符合ASME BPE标准,提供完整IQ/OQ/PQ验证文件。某生物制药企业应用后,COD从1200mg/L降至100mg/L,TOC≤20mg/L,微生物≤0.001CFU/mL,符合药典要求,服务华北制药、石药集团等名知药企。电子半导体废水含光刻胶、金属离子,河北冠宇方案“预处理除杂+中压紫外线+膜分离”:预处理除悬浮物与金属离子(<0.01ppt),GY-UV-TOC-A设备输出250-300mJ/cm²剂量,TOC降至0.5ppb以下,终端制备18.2MΩ·cm超纯水回用。某12英寸晶圆厂回用率60%,年节约超纯水成本800万元,芯片良率提升2-3%,满足SEMI F63标准。
设备创新性地整合了 UV 纳米光催化、臭氧氧化等多重高级氧化技术,构建了高效协同的氧化反应体系。UV 纳米光催化技术利用纳米级光催化剂在紫外线照射下产生的强氧化性物质,对有机污染物进行初步氧化分解;臭氧氧化技术则通过向废水中通入高浓度臭氧,臭氧分子直接与有机污染物发生反应,同时在紫外线作用下进一步分解产生羟基自由基。多种技术协同作用,使羟基自由基的生成量大幅增加,通过羟基自由基的强氧化性,能彻底分解废水中的高分子难降解有机物,将其转化为无害的 CO₂和水,实现污染物的根本去除。冠宇臭氧发生器,消毒氧化双效合一,普遍适用于污水、废水及废气处理领域。
石油化工废水含苯、酚类有毒物质,河北冠宇方案“萃取脱酚+UV/H₂O₂氧化+中压紫外线”:预处理脱酚90%以上,高级氧化降COD 40-50%,GY-UV-TOC-D-40设备多波长降解,剂量150mJ/cm²,TOC去除率55%,COD≤300mg/L,满足GB 31571-2015标准,某石化企业运行3年无超标,设备耐腐性强。针对园区企业多、废水杂问题,河北冠宇提供“统一收集+集中处理+智慧监管”方案:规划雨污分流管网,分类预处理高难废水,综合生化+中压紫外线深度处理;GY-Cloud云平台实时监测,溯源超标企业。某化工园区建2万吨/日集中厂,替代15家小型设施,投资降30%,运行成本降25%,达标率从85%升至99.5%,年回用150万吨,节约300万元。免镄技术咨询,冠宇为企业量身定制经济高效的整改方案。辽宁智能污水处理
自动化控制系统,实时监控水质参数,冠宇让运维更智能。山东怎么做污水处理设备维修保养
河北冠宇环保设备股份有限公司远程运维中心是智能水处理系统的核芯枢纽,通过物联网技术实现了与现场污水处理设备的实时数据交互与远程控制。以明渠式消毒系统为例,其配备的 PLC 智能控制中心能以秒级速度采集污水的水质(如 COD、浊度、pH 值)、流量、紫外线光强、氧化剂投加量等关键数据,并将这些数据实时传输至远程运维中心。运维人员通过中心的监控平台,可直观了解设备运行状态与处理效果,实现对污水处理过程的全程实时监控。山东怎么做污水处理设备维修保养
- 江西特制污水处理设备服务热线 2026-04-12
- 辽宁家电污水处理设备经销商 2026-04-09
- 天津宣传污水处理设备售后电话 2026-04-09
- 河南特制污水处理 2026-04-07
- 辽宁什么是污水处理设备消毒案例 2026-04-05
- 海南mbr一体化污水处理设备 2026-04-03
- 江苏节能污水处理设备批发零售 2026-04-02
- 江西室内污水处理设备优惠活动 2026-03-29
- 黑龙江品牌污水处理设备厂家直销 2026-03-29
- 重庆城市污水处理流程图 2026-03-24
- 山西什么是污水处理设备价格对比 2026-03-23
- 江西废品回收污水处理设备服务热线 2026-03-22