- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
蒸汽加热烘干窑设备工作原理:通过蒸汽发生装置产生蒸汽,蒸汽在窑内释放热量,使湿木材中的水分蒸发。同时,可根据干燥工艺要求,适时将蒸汽送入干燥室内,对木材进行喷蒸、调湿处理2。优点:温度和湿度控制较为精确,能够有效防止木材在干燥过程中出现开裂、变形等问题,干燥质量高;蒸汽的热传递效率燥速度相对较快;设备运行稳定,安全性能较好。缺点:需要配备专门的蒸汽锅炉,前期投资成本较高;蒸汽锅炉运行需要消耗大量的能源,如煤炭、天然气等,运行成本也较高。木材烘干窑设备的输送带速度可根据木材厚度调整,确保木材在窑内有足够烘干时间。安徽微波木材烘干窑设备调试

木材烘干窑设备常见故障包括加热系统故障、通风系统故障、湿度控制系统故障和控制系统故障等,以下是具体分析:控制系统故障控制仪表损坏:温度、湿度、时间等控制仪表是烘干窑控制系统的重要组成部分,如果仪表损坏,会导致参数显示不准确或无法正常设定参数,影响烘干过程的自动化控制。电气线路故障:电气线路老化、短路、接触不良等问题会导致设备无法正常启动或运行过程中出现故障。例如,线路短路可能引发跳闸,影响整个烘干窑的工作;接触不良会导致设备运行不稳定,参数波动较大。徐州真空木材烘干窑哪家好湿度梯度控制的木材烘干窑方法,避免木材表面过快干燥导致开裂,保障干燥质量。

对于需要出口的木材产品,其含水率需符合进口国的标准。我们的出口木材烘干窑,可根据不同国家和地区的要求,精细调控烘干参数。例如,针对欧洲市场的木材,能将含水率控制在 8% 以下,满足其严格的质量标准。设备运行过程中会自动记录烘干曲线和含水率变化数据,可生成详细的检测报告,为木材出口提供有力的质量证明,减少贸易过程中的质量争议。食用菌种植中,培养料的木材需要进行烘干处理以去除多余水分,为菌丝生长创造适宜环境。我们的食用菌木材烘干窑,温度控制范围在 50 - 70℃,适合处理香菇、木耳等食用菌培养用的杂木。烘干后的木材含水率在 15% - 20%,既有利于灭菌处理,又能为菌丝生长提供合适的湿度条件。设备操作简单,能耗低,能满足中小型食用菌种植基地的需求。
为防止木材在烘干窑设备中烘干时开裂,可从烘干前处理、烘干过程控制以及烘干后处理等方面采取措施,烘干前处理:合理选材:尽量选择纹理直、无明显缺陷、含水率均匀的木材进行烘干。避免选用有裂缝、节疤较多或含水率过高的木材,因为这些木材在烘干过程中更容易出现开裂等问题。预加工处理:对于一些较大尺寸或形状不规则的木材,可在烘干前进行适当的预加工,如将木材锯成合适的尺寸和形状,减少木材内部的应力集中。也可采用水浸、水煮等方法对木材进行预处理,使木材内部的水分分布更加均匀,降低烘干过程中的开裂风险。实木木材烘干窑设备调试需校准温度传感器,确保窑内温度显示准确,保障烘干质量。

木材烘干窑设备维修时,需要注意安全、部件维护、系统调试等多个方面,以下是具体的注意事项:安全事项断电操作:在进行任何维修工作前,务必切断烘干窑的电源,并在电源开关处悬挂“正在维修,请勿合闸”的警示标志,防止意外通电造成人员伤亡。气体检测:如果烘干窑使用燃气等燃料,维修前要对窑内进体检测,确保无燃气泄漏,防止发生或中毒事故。通风良好:维修过程中,要保持烘干窑内通风良好,尤其是在使用焊接、喷涂等可能产生有害气体或粉尘的维修工艺时,应使用通风设备及时排出有害气体,保障维修人员的健康。防护装备:维修人员应佩戴必要的个人防护装备,如安全帽、防护手套、护目镜等,避免在维修过程中受到意外伤害。实木木材烘干窑设备调试时需测试排湿系统,保证湿气及时排出,维持窑内湿度稳定。无锡蒸汽木材烘干窑设备安装
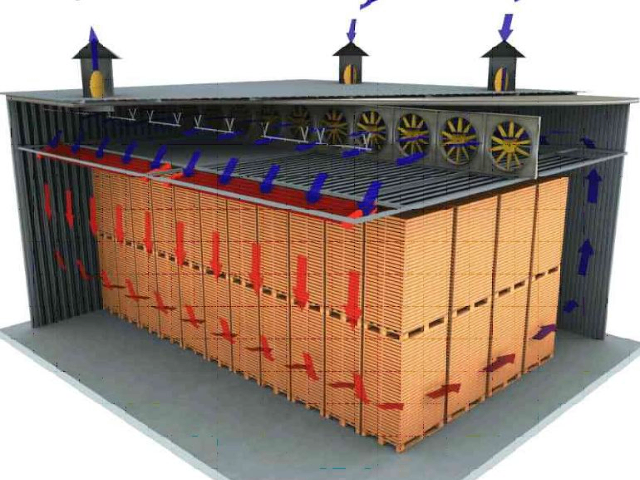
木材烘干窑设备安装时需准确校准热风循环系统,确保窑内气流均匀,提升烘干一致性。安徽微波木材烘干窑设备调试
木材烘干窑在竹材加工领域也有着广泛的应用。竹材作为一种天然的绿色材料,具有强度高、韧性好、纹理美观等优点,被广泛应用于家具、地板、工艺品等领域。但竹材在砍伐后含有大量水分,若不进行烘干处理,容易出现霉变、虫蛀、变形等问题,影响竹材产品的质量和使用寿命。木材烘干窑通过调整烘干工艺参数,能够有效去除竹材内部的多余水分,使其达到稳定的含水率状态。由于竹材的结构与木材有所不同,其细胞壁较厚,水分传导速度较慢,因此在烘干过程中需要采用更为温和的烘干工艺。例如在烘干竹材时,初始温度应控制在 35-40℃,缓慢升温,避免竹材因温度骤升而出现开裂;同时,烘干窑内的湿度应保持在较高水平,一般在 70%-80% 之间,防止竹材表面水分蒸发过快。此外,竹材在烘干过程中还会发生一定的收缩,因此需要在烘干窑内设置专门的固定装置,将竹材固定好,防止其在烘干过程中发生变形。经过木材烘干窑处理后的竹材,不仅含水率稳定,还能有效杀死竹材内部的虫卵和霉菌,延长竹材产品的使用寿命,提升竹材产品的市场竞争力。安徽微波木材烘干窑设备调试

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13
- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13




- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02