- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
维修后的调试与验收空载调试:维修完成后,先进行空载调试。启动烘干窑的各个系统,包括加热、通风、湿度控制等,检查设备是否能正常运行,各部件是否有异常声音和振动,温度、湿度显示是否准确,控制系统是否能按照设定的参数进行调节。负载调试:空载调试正常后,进行负载调试。放入一定量的木材,按照正常的烘干工艺进行调试,观察烘干窑在负载情况下的运行情况,检查木材的烘干效果是否均匀,湿度控制是否符合要求,如有问题及时调整。验收标准:维修后的烘干窑设备应达到以下验收标准:设备运行稳定,无异常噪音和振动;加热、通风、湿度控制等系统能正常工作,温度、湿度控制精度符合工艺要求;木材烘干效果均匀,无明显的干燥缺陷,如开裂、变形等;设备的各项性能指标达到或接近设备的原设计要求。编辑分享木材烘干窑设备维修后如何进行验收?木材烘干窑设备常见故障有哪些?木材烘干窑设备的日常维护要点有哪些?实木木材烘干窑设备调试需检查蒸汽压力是否稳定,一般维持在 0.3-0.5MPa 以保证加热效果。南京蒸汽木材烘干窑设备生产厂家

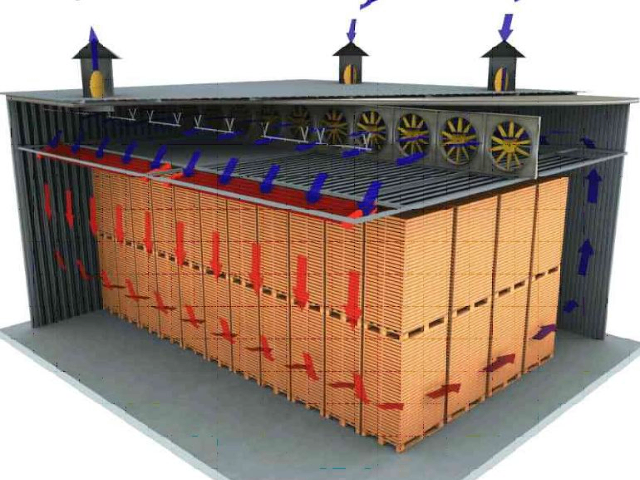
烘干过程操作:严格控制温度和湿度:根据木材的种类、厚度和含水率等因素,制定合理的烘干工艺参数,严格控制烘干窑内的温度和湿度。避免温度过高或升温过快,导致木材燃烧或变形。在烘干过程中,要密切关注温湿度仪表的显示数据,如有异常及时调整。确保通风良好:保持烘干窑内通风系统正常运行,及时排出烘干过程中产生的水蒸气和挥发气体,防止积聚形成性混合气体。同时,良好的通风也有助于降低窑内氧气浓度,减少火灾发生的可能性。防止明火和静电:在烘干窑周围严禁吸烟和使用明火,禁止携带易燃、易爆物品进入烘干区域。此外,要采取措施防止静电产生和积聚,如对设备和管道进行静电接地,使用防静电的工具和材料等。丽水实木木材烘干窑微波辅助木材烘干窑方法,利用微波穿透性加热木材内部,实现内外同步干燥,效率更高。

按干燥作业方式分类周期式干燥窑:同时装满木料,干好后干燥过程停止,同时卸出木料,再装入一批新木料,干燥作业呈周期性。连续式干燥窑:呈隧道状,部分干好的木料由窑的一端(干端)卸出,同时由窑的另一端(湿端)装入部分湿木料,装卸料时干燥过程不停止。按干燥温度分类低温干燥窑:温度操作范围为 21℃-48℃,一般不超过 43℃。常规干燥窑:温度操作范围为 43℃-82℃,大多数阔叶材和针叶材都采用常规干燥。加速干燥窑:温度操作范围为 43℃-99℃,阶段的干燥温度通常为 87℃-93℃。高温干燥窑:干燥温度超过 100℃,温度操作范围通常为 110℃-140℃,主要用于干燥结构材。
木材烘干窑设备常见故障包括加热系统故障、通风系统故障、湿度控制系统故障和控制系统故障等,以下是具体分析:加热系统故障加热温度不足:可能是加热管损坏,部分加热管无法正常工作,导致加热功率下降;或者是加热管表面结垢严重,影响热量传递;也可能是燃料供应不足,如燃气管道堵塞、燃油泵故障等,导致燃烧不充分,无法提供足够的热量。温度不均匀:烘干窑内不同位置的温度差异较大,可能是加热管分布不合理,或者是窑内空气循环不畅,导致热量无法均匀分布;此外,木材堆放方式不当,也会影响热量传递,造成局部温度过高或过低。木材烘干窑流程中冷却环节至关重要,缓慢降温可避免木材因温差过大产生内应力。

安全操作规范防火防爆:禁止在窑内使用明火或存放易燃易爆物品(如油漆、酒精),高温干燥窑(温度>100℃)需定期清理内部粉尘(木材纤维易燃),避免堆积引发火灾。燃气或炉气加热的干燥窑,需检查燃气管道密封性,防止泄漏;使用前通风 10-15 分钟,排出残留气体,避免点火时。设备防护:操作人员需佩戴隔热手套、防护眼镜,避免接触高温部件(如蒸汽管道、加热板)导致烫伤。定期检查电路、电线绝缘层,防止高温环境下老化短路;蒸汽系统需检查压力表,确保压力在安全范围(一般不超过 0.8MPa),避免爆管。预煮脱脂 + 烘干结合的木材烘干窑工艺,能去除木材内部油脂,提升后续加工产品稳定性。淮安蒸汽木材烘干窑窑
蒸汽木材烘干窑可与木材加工生产线衔接,实现烘干、加工一体化,缩短生产周期。南京蒸汽木材烘干窑设备生产厂家
优化热量传递调整空气循环:检查烘干窑内的空气循环系统,确保风机正常运转,提供足够的风量。如果风机叶轮有损坏或积尘,会影响风量,需及时修复或清理叶轮。同时,合理调整通风口的位置和大小,优化空气流动路径,使热空气能够均匀地在窑内循环,避免出现局部温度过低的情况。改进木材堆放:确保木材在烘干窑内堆放整齐、合理,留出足够的通风空间,使热空气能够充分接触木材表面,提高热量传递效率。避免木材堆积过密或堵塞通风通道,影响空气流通和热量分布。此外,还需定期对烘干窑的保温层进行检查和维护,如有破损或老化,及时修复或更换,以减少热量散失,保证烘干窑的加热效果。南京蒸汽木材烘干窑设备生产厂家

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13


- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13




- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02