- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
木材烘干窑的维护保养是保证设备长期稳定运行的关键。定期对烘干窑进行维护保养,不仅能延长设备的使用寿命,还能确保烘干质量的稳定性,避免因设备故障导致生产中断。木材烘干窑的维护保养主要包括以下几个方面:首先是加热系统的维护,如检查加热管、蒸汽管道是否有泄漏情况,清理加热管表面的积尘和污垢,确保加热效率;其次是风机和电机的维护,定期检查风机叶片是否有损坏、变形,电机运行是否正常,有无异常噪音,及时添加润滑油,保证风机和电机的正常运转;然后是控制系统的维护,检查传感器是否灵敏准确,控制面板上的按钮、指示灯是否正常工作,定期校准控制参数,确保控制系统的可靠性;是烘干窑窑体的维护,检查窑体的保温层是否完好,有无破损、脱落情况,密封胶条是否老化,及时更换损坏的部件,防止热量散失和外界空气进入窑内,影响烘干环境的稳定性。此外,在每次烘干作业结束后,还应及时清理窑内的木屑、灰尘等杂物,保持窑内清洁。蒸汽木材烘干窑采用自动化操作,减少人工干预,降低人为操作误差,提升生产稳定性。盐城热泵木材烘干窑工艺

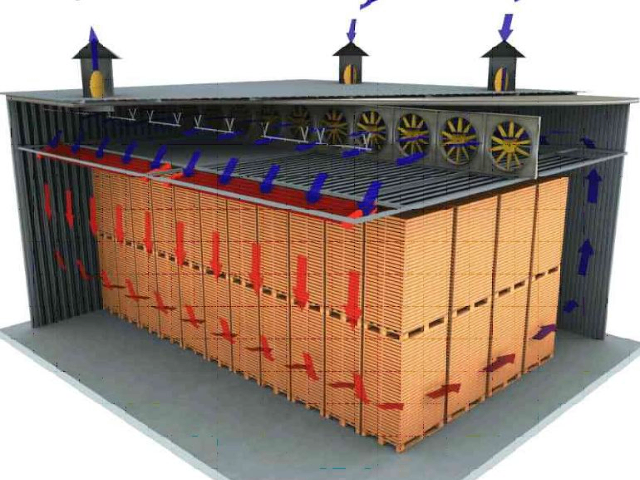
按干燥介质循环特性分类自然循环干燥窑:依靠冷热气体密度差异引起循环,热气体轻而上升,冷气体重而下降,干燥介质流动方向大体垂直,循环速度很低。强制循环干燥窑:用通风机械鼓动干燥介质造成循环,流过材堆的理论循环速度为 1m/s 以上,为使干燥均匀,比较好是可逆的,即定期改变干燥介质流过材堆的方向。使用注意事项准备工作:将木材合理堆放在干燥窑内,留出适当通风空间,检查干燥窑的设备是否正常。设定参数:根据木材的种类、厚度等因素,设定合适的温度、湿度和干燥时间等参数。监测与调整:定期监测木材的含水率以及窑内的温度、湿度等参数,根据监测结果适时调整干燥参数。干燥结束:当木材达到预定的含水率时,停止加热和通风,让木材在窑内自然冷却一段时间后取出。淮安热泵木材烘干窑工艺微波辅助木材烘干窑方法,利用微波穿透性加热木材内部,实现内外同步干燥,效率更高。

在家具制造领域,木材烘干窑的应用直接关系到家具产品的品质与美观度。家具生产所用的木材,无论是实木板材还是拼接木料,都需要经过严格的烘干处理才能投入使用。若使用含水率超标的木材制作家具,在后续使用过程中,随着环境温湿度的变化,木材会不断收缩或膨胀,导致家具出现缝隙、翘曲甚至断裂等问题,严重影响消费者的使用体验。而木材烘干窑通过精细控制烘干过程,能将木材含水率稳定在符合家具生产要求的范围内,一般在 8%-12% 之间,这个含水率区间的木材既能保证足够的强度,又能有效抵抗环境变化带来的变形。此外,部分**木材烘干窑还具备脱脂功能,对于像松木、杉木等含脂量较高的木材,经过脱脂处理后,能有效减少家具在使用过程中油脂渗出的情况,避免污染衣物或影响家具表面涂装效果,进一步提升家具产品的附加值。
木材烘干窑设备常见故障包括加热系统故障、通风系统故障、湿度控制系统故障和控制系统故障等,以下是具体分析:通风系统故障风机故障:风机是通风系统的部件,常见故障有风机叶轮损坏、风机轴断裂、电机烧毁等。这些故障会导致风机无法正常运转,或者风量不足,影响窑内空气循环和木材干燥速度。通风管道堵塞:长期使用后,通风管道内可能会积累大量的木屑、灰尘等杂物,导致通风不畅。这不仅会影响空气循环,还可能造成局部压力过大,损坏通风设备。实木木材烘干窑流程第一步为预热,通过逐步升温让木材适应环境,避免温度骤变导致损伤。

安全操作规范防火防爆:禁止在窑内使用明火或存放易燃易爆物品(如油漆、酒精),高温干燥窑(温度>100℃)需定期清理内部粉尘(木材纤维易燃),避免堆积引发火灾。燃气或炉气加热的干燥窑,需检查燃气管道密封性,防止泄漏;使用前通风 10-15 分钟,排出残留气体,避免点火时。设备防护:操作人员需佩戴隔热手套、防护眼镜,避免接触高温部件(如蒸汽管道、加热板)导致烫伤。定期检查电路、电线绝缘层,防止高温环境下老化短路;蒸汽系统需检查压力表,确保压力在安全范围(一般不超过 0.8MPa),避免爆管。实木木材烘干窑流程中,烘干后期需逐步降低温度,避免木材表面出现开裂现象。徐州微波木材烘干窑技术
智能传感木材烘干窑技术,可自动检测木材含水率,动态调整烘干参数,实现准确干燥。盐城热泵木材烘干窑工艺
为防止木材在烘干窑设备中烘干时开裂,可从烘干前处理、烘干过程控制以及烘干后处理等方面采取措施,烘干前处理:合理选材:尽量选择纹理直、无明显缺陷、含水率均匀的木材进行烘干。避免选用有裂缝、节疤较多或含水率过高的木材,因为这些木材在烘干过程中更容易出现开裂等问题。预加工处理:对于一些较大尺寸或形状不规则的木材,可在烘干前进行适当的预加工,如将木材锯成合适的尺寸和形状,减少木材内部的应力集中。也可采用水浸、水煮等方法对木材进行预处理,使木材内部的水分分布更加均匀,降低烘干过程中的开裂风险。盐城热泵木材烘干窑工艺

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13

- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13




- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02