随着制造业向智能化、数字化方向发展,铣削夹具的智能化升级成为必然趋势。智能化铣削夹具配备了各类传感器,能够实时监测夹具的工作状态和工件的加工精度。通过力传感器监测夹紧力,确保夹紧力始终处于佳状态,避免因夹紧力不当导致的加工误差。同时,数字化设计技术的应用,极大地缩短了夹具的设计周期,提高了设计质量。借助计算机辅助设计软件,可对夹具进行虚拟装配和运动仿真,提前发现设计中的问题,降低设计成本,提高设计效率。经过多次改良的夹具,在保证夹持力的同时,减轻了自身重量,方便工人在操作时轻松移动。郴州吊装夹具系统原理
电子行业的夹具设计需兼顾精密性与保护性。电子元件通常体积小、材质脆弱,如芯片、电路板等,加工、装配时对定位精度要求极高,且不能承受过大夹持力。因此,电子行业的夹具多采用精密加工的定位部件,确保定位误差控制在微米级,同时采用柔性夹持方式,如使用橡胶、硅胶材质的夹持垫,避免损伤元件表面或引脚。比如在电路板焊接中,夹具能精细固定电路板位置,确保焊盘与元器件引脚对齐,同时柔性夹持垫不会刮伤电路板表面;在芯片封装中,夹具能稳定固定芯片,确定了封装过程的精度。这类夹具的应用,让电子元件的加工、装配更精细、安全,为电子产品的高质量生产提供了保障。河南夹具设备夹具的刚性与轴承的顺滑结合,提升磨削操作稳定性。

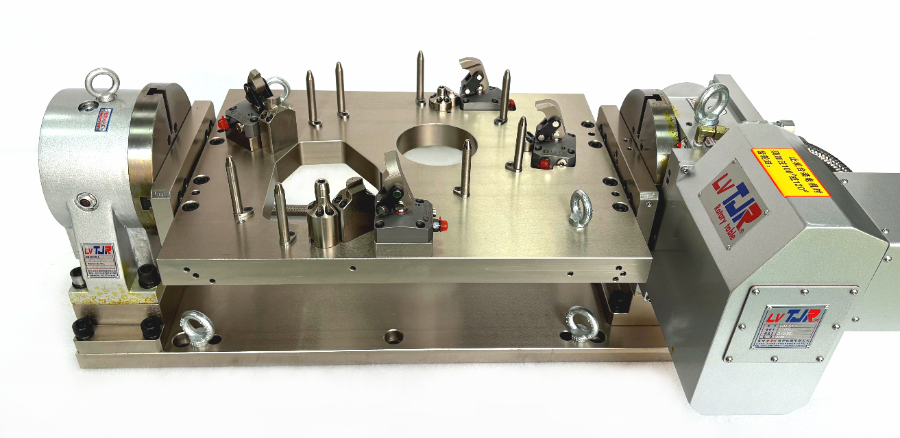
大型夹具则主要服务于重型工件的生产作业。重型工件如大型机械底座、船舶构件等,重量可达数吨甚至数十吨,普通夹具根本无法提供足够的夹持力与承载能力。大型夹具采用高强度钢材制造,结构坚固,能承受重型工件的重量,同时通过多点支撑、强力夹紧的设计,将工件稳定固定在加工或装配位置。在重型机床加工、大型设备组装中,大型夹具能确保工件在作业过程中不出现晃动,保障加工尺寸精度与装配对接精度。此外,部分大型夹具还配备移动机构,方便操作人员调整工件的位置与角度,减少重型工件搬运的难度,提升作业安全性与效率,是重型制造领域不可或缺的辅助设备。
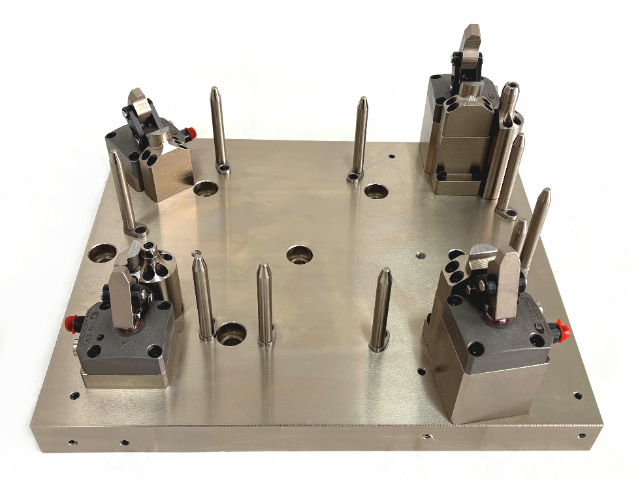
在机械加工领域,铣削加工凭借高效、精细的特性,成为制造各类零部件的重要工艺。而铣削夹具作为铣削加工的关键辅助装备,犹如精密加工的得力助手,对保障加工精度、提升生产效率和降低生产成本起着不可或缺的作用。铣削夹具的工作原理基于机械定位与夹紧的基本原理。通过特定的定位元件,如定位销、定位块等,将工件精细定位在加工所需的位置,限制工件的自由度,确保加工过程中工件位置的准确性。随后,夹紧装置对工件施加足够的夹紧力,使其在铣削力的作用下仍能保持既定位置。轴承与夹具精确适配,开机后运转顺畅无卡顿。

在焊接过程中,夹具的稳定性直接影响焊接质量。焊接时会产生热变形和机械振动,如果夹具稳定性欠佳,容易导致焊件位移或变形,影响焊接精度和质量。因此,在设计焊接夹具时,需充分考虑夹具的结构刚性和夹紧力分布。合理的结构设计和夹紧力分布,能有效提高夹具的稳定性,确保焊件在焊接过程中的位置稳定。此外,夹具的材料选择也十分关键,度、耐热性好的材料能提高夹具的稳定性,延长夹具的使用寿命。借助计算机辅助设计软件,可对夹具进行虚拟装配和模拟焊接,提前发现设计问题,降低设计成本,提高设计效率。长期使用后,夹具精度仍能保持良好状态。西安液压夹具
特殊结构设计,减少磨削时的震动干扰。郴州吊装夹具系统原理
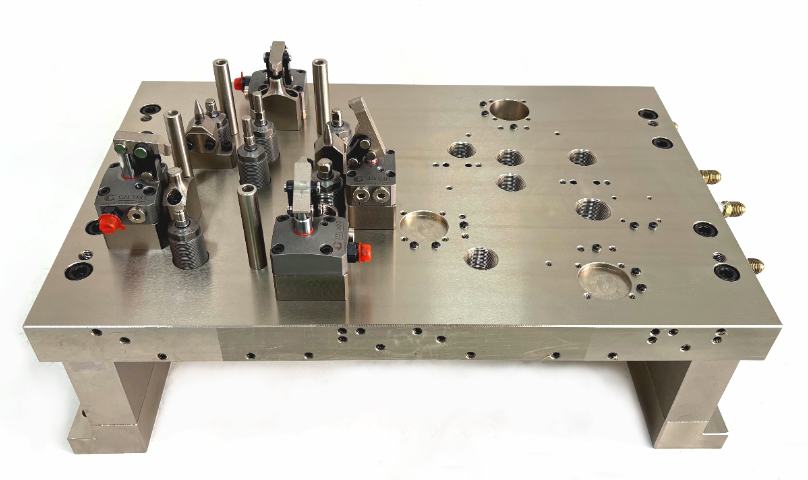
夹具的设计需兼顾实用性与适配性。首先要满足主要的需求,确保在作业过程中不会出现工件松动、移位。这就要求设计时充分考虑工件的受力情况,比如加工时刀具对工件的切削力、焊接时的热应力,通过优化夹具的结构强度与夹持方式,平衡稳定性与安全性。其次,夹具需适配实际生产场景,比如在自动化生产线中,夹具要能与机械臂、传送带等设备联动,实现自动装卸工件;在空间狭小的车间,夹具需采用紧凑设计,减少占地面积。同时,夹具的操作也要便捷,比如设置快速夹紧、松开机构,减少操作人员的操作步骤,提升作业效率,避免因操作复杂导致的时间浪费或操作失误。郴州吊装夹具系统原理
模块化夹具尤其适用于多品种、小批量的生产场景,能够有效降低专门定制夹具的设计与制造成本,缩短生产准备...
【详情】面对市场需求日益多样化、产品生命周期缩短的挑战,传统的夹具显得过于笨重且缺乏弹性。模块化夹具系统应运...
【详情】夹具在注重定位精度与夹紧力度的同时,也充分考虑对工件表面的保护。其与工件接触的部位,如定位块、夹紧爪...
【详情】随着工业 4.0 和物联网技术的发展,夹具正在变得 “聪明” 起来。智能夹具集成了各种传感器,如力传...
【详情】夹具的精度直接影响工件的加工质量,因此定期对夹具进行精度检测与校准是保证生产稳定性的重要环节。常见的...
【详情】模块化组合夹具以标准化、通用化的组件为重点,通过科学的模块划分与精细的配合设计,实现各组件的灵活拆分...
【详情】