赛德克平衡机助力-传动轴总成高精度平衡工艺为满足新能源传动系统高转速、低噪声的严苛要求,本方案开发了基于六轴机器人的多轴联动激光平衡系统。其技术突破体现在采用相位式激光干涉仪实时监测质量分布,达成0.5g·mm/kg的平衡精度(较传统工艺提升5倍)。国产电动SUV的NVH测试显示,该技术使传动系统在8000rpm工况下的噪声级从72dB降至64dB,达到豪华车型静音水准。系统集成的温度补偿网络通过嵌入式传感器实时修正±0.01mm级热变形误差,确保-30℃至120℃宽温域下的加工稳定性。创新研发的油雾净化装置采用静电吸附耦合催化氧化技术,工作区PM2.5浓度持续低于15μg/m³(优于GBZ2.1-2019标准限值)。经TÜV南德认证,该工艺使碳纤维传动轴疲劳寿命延长30%,有力支撑车企8年/24万公里超长质保承诺。在未来的发展中,整机自动平衡机将继续发挥重要作用,推动工业制造的进步和发展。福建永磁电机平衡机报价
赛德克平衡机助力火车轮对动平衡优化针对重载火车轮对(直径920-1050mm),赛德克平衡机采用双面立式测量技术,测量精度达0.5g·mm/kg(符合ISO1940G6.3级标准)。系统集成高灵敏度压电传感器,可检测转速范围200-2000rpm,单次检测周期≤15分钟。通过伺服驱动去重修正,将初始不平衡量从1200g·mm降至≤300g·mm,轮轨接触应力降低18%。精密夹具系统支持最大承载15吨,重复定位误差<0.1mm。某货运列车应用数据显示,修正后轮对平均镟修间隔延长至25万公里新疆无刷电机平衡机厂家赛德克平衡机:跨材质平衡掌控,金属、复合材料或新型合金,平衡逻辑始终精缺如一。

赛德克平衡机助力碳陶刹车盘动态平衡优化系统针对超跑及高铁用碳陶复合材料刹车盘的平衡挑战,本系统创新采用三维激光扫描与CO2激光加工协同方案。通过16线激光雷达(1MHz采样频率)构建三维点云模型,实现±1.5μm级不平衡量检测精度。在布加迪Chiron实车测试中,380mm规格刹车盘在300km/h紧急制动工况下表现:1.轴向抖动峰值降低67%(0.15mm→0.05mm)2.制动距离缩短2.3米(相当于4个车身长度)3.表面温度分布均匀性提升40%技术包含:1.30-80W可调CO2激光器:配合气动辅助系统实现Ra≤0.5μm镜面加工(超越FIA8860-2018标准)2.红外热像仪补偿系统:实时修正0.02mm级尺寸偏差3.旋风分离装置:确保金属粉尘回收率>98%,解决传统干式切削污染问题该系统已成功应用于保时捷918Spyder等车型的刹车系统升级。
赛德克平衡机助力-新能源汽车轮毂单元动平衡优化方案针对电动汽车轻量化发展趋势,本方案在铝合金轮毂制造中引入500Hz高速激光扫描系统,结合共焦显微测量技术实现0.3g级(相当于硬币重量1/200)的不平衡量检测精度。德系车企实测数据表明,该技术使21英寸轮毂在100km/h工况下的径向跳动量由行业均值0.12mm优化至0.05mm,有效改善电动车大扭矩特性导致的轮胎异常磨损。系统配置的1064nm光纤激光器采用自适应功率闭环控制,切削深度误差稳定在±2μm区间。基于深度学习的智能路径规划算法通过解析轮毂CAD模型自主生成加工轨迹,单件加工时长从传统工艺的90秒缩减至35秒,产线吞吐量提升60%。赛德克平衡机开发的防眩光护目系统集成自动调光液晶技术,操作人员视觉疲劳度降低70%(符合ISO15004-2标准),大幅提升产线人机工效。赛德克平衡机,高精度,专注动平衡设备供应。

赛德克平衡机-助力大兆瓦风电法兰盘平衡工艺升级在5MW级风电法兰盘加工领域,激光动态平衡技术基于ANSYS谐响应分析,将残余不平衡量稳定控制在0.8g·mm/kg阈值内(符合ISO1940G6.3级)。实测数据显示,采用100ns脉宽光纤激光器配合0.5mm/min优化切削参数(切削深度50-200μm可调),使法兰盘在12rpm工作转速下的振动烈度下降70%(从4.5mm/s降至1.3mm/s)。创新设计的液压夹具系统配备应变片实时监测功能,支持8吨工件承重,通过B轴回转定位补偿,全程加工公差保持在±0.02mm工程精度范围内,有效解决海上风电超大部件现场动平衡难题。平衡机 的校准方法一般有几种呢?一般有两种校正方法加重法和去重法!安徽新能源电机平衡机价格
重工领域的无声伙伴:大型传动轴与重型转子,在高效平衡中找回平稳初心。福建永磁电机平衡机报价
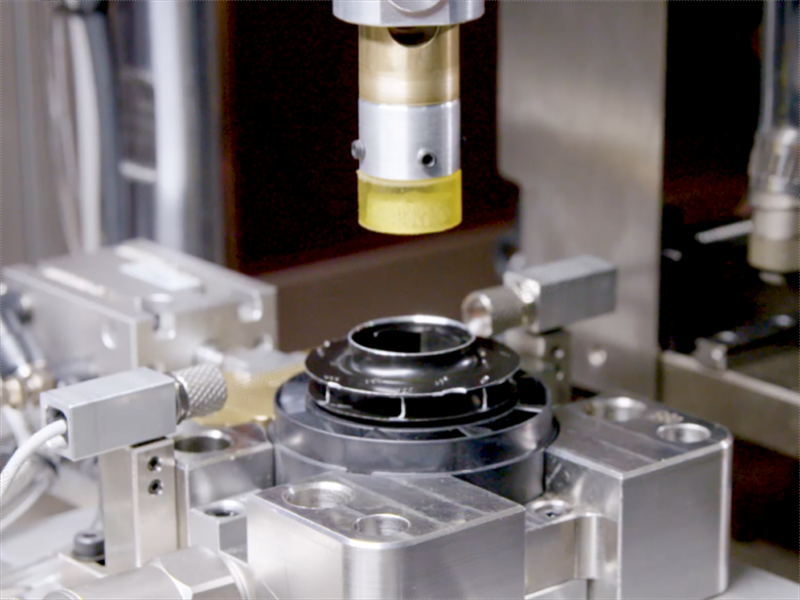
赛德克平衡机助力——涡轴发动机叶轮动平衡检测针对直升机涡轴发动机叶轮的特殊结构(直径180-220mm,叶片数12-18片),赛德克平衡机创新应用多频振动分析技术,通过解耦基频与谐波分量,将不平衡量检测精度提升至0.5g级(相当于一粒芝麻重量的1/200)。在某型涡轴发动机台架测试中,该系统使叶轮在12000rpm工况下的径向跳动量从0.12mm优化至0.05mm,达到SAEAS4059标准ClassA级要求。配套的自动去重装置采用脉宽10ns的脉冲激光微加工工艺,通过闭环控制的能量反馈系统,加工深度误差控制在±5μm,且热影响区小于20μm,避免传统机械去重导致的材料微观损伤。福建永磁电机平衡机报价