- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
不锈钢材料在MIM工艺中的特性表现不锈钢材料在金属注射成型领域占据重要地位,其中316L和17-4PH两种牌号应用**为***。316L不锈钢以其优异的耐腐蚀性能,特别适用于医疗器械、食品机械等要求较高的领域。17-4PH不锈钢可通过时效热处理获得更高的强度,常用于需要良好力学性能的结构件。MIM工艺可以成型复杂结构的不锈钢零件,且产品具有各向同性好、尺寸精度高的特点。在生产过程中,需要特别注意烧结气氛的控制,以确保材料获得比较好的耐腐蚀性能。MIM工艺适合大批量生产小型、精密的金属零件。云浮锁金属注射成型
电动工具行业对零部件的强度、耐磨性和批量生产一致性要求极高。伊比精密科技有限公司采用金属注射成型(MIM)技术,为电动工具制造商提供高性能齿轮、传动部件、外壳结构件等关键零件。公司开发的电动工具行星齿轮、冲击机构零件、无刷电机外壳等产品,具有耐磨性好、强度高、尺寸稳定等特点。通过MIM技术,伊比精密实现了复杂齿形和内部结构的一次成型,确保了产品的大批量生产一致性。这些创新产品的应用,提升了电动工具的使用寿命和工作性能,同时通过优化设计降低了噪音和振动,改善了用户体验。锁具金属注射成型加工钨钢MIM制造的高精度喷嘴,使用寿命极大延长。

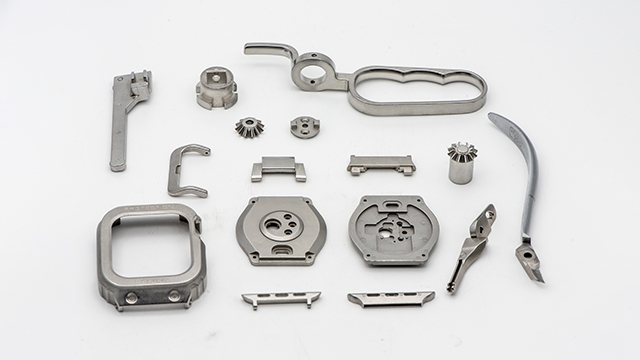
金属注射成型技术作为一种近净成形工艺,在精密制造领域展现出独特优势。该技术通过将金属粉末与粘结剂混合,采用注塑成型方式制造复杂形状零件,再经过脱脂烧结获得致密金属件。相比传统加工工艺,该技术特别适用于生产结构复杂、批量较大的小型精密零件,在材料利用率、生产效率和产品一致性方面表现突出。目前,该技术已广泛应用于消费电子、医疗器械、汽车零部件等领域,为产品结构设计提供了更大的自由度。随着技术不断创新,其应用范围还在持续扩大。
在MIM行业中,材料配方与模具设计是决定技术天花板的关键因素。伊比精密科技深知于此,设立了专门的研发中心,致力于金属粉末喂料的研发与改良。公司不仅熟练掌握17-4PH、316L等常规不锈钢的MIM工艺,还积极开发高熵合金、软磁材料、特种合金等新型MIM材料配方,以满足不同客户对零件磁性、耐腐蚀性、特殊强度等个性化需求。同时,伊比精密的模具设计团队经验丰富,运用CAE仿真软件对注塑过程中的流道、浇口进行优化分析,有效预测并解决可能出现的缺陷问题,大幅缩短模具开发周期,提高试模成功率。这种在材料和模具端的持续创新能力,确保了伊比精密能够应对各种技术挑战,为客户提供比较好化的MIM解决方案。铁基磁性材料通过MIM工艺制成复杂形状的传感器件。

钛合金金属注射成型是当前MIM技术领域中工艺要求**为严格的细分方向,但其在**制造业的价值不可替代。钛合金以其优异的强度重量比、***的生物相容性和出色的耐腐蚀性能,成为航空航天、医疗器械和**消费电子产品的理想材料选择。在MIM生产过程中,钛合金对工艺环境有着极其苛刻的要求,整个生产过程都需要在严格控制的惰性气氛或高真空环境下进行,以防止氧、氮等杂质元素的污染。烧结工序需要精确控制温度曲线,通常采用分段烧结工艺,逐步达到1200-1400℃的高温,以确保材料充分致密化同时避免晶粒过度长大。Ti-6Al-4V作为**常用的MIM钛合金,其制品经过适当的热处理后,抗拉强度可达900MPa以上,延伸率超过10%,完全满足大多数**应用的需求。这些特性使钛合金MIM制品在人工关节、航空发动机零件、高性能运动器材等领域具有不可替代的地位,尽管其生产成本较高,但在高附加值领域仍具有***竞争优势。铝合金MIM在消费电子领域应用较广,前景广阔。全国金属注射成型加工
不锈钢MIM纤维头,是喷砂、表面处理的重要工具。云浮锁金属注射成型
医疗器械的微型化和精密化发展趋势,为金属注射成型(MIM)技术带来了广阔的应用空间。伊比精密科技有限公司在医疗领域深耕细作,为手术器械、植入设备、诊断仪器等提供高精度MIM零件。公司生产的手术钳关节、内窥镜零件、牙科植入体等医疗器械部件,具有尺寸精密、表面光洁、生物相容性好的特点。伊比精密在洁净车间环境下生产医疗零件,严格执行GMP标准,确保产品满足医疗器械行业的法规要求。这些精密医疗器械零件不仅提高了手术的精细度和安全性,还通过批量生产降低了医疗成本,为提升医疗服务水平做出了贡献。云浮锁金属注射成型
深圳市伊比精密科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市伊比精密科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

自行车运动追求轻量化与结构刚性的平衡。钛合金在变速系统的拨杆、导轮支架以及连接销钉中得到了广泛应用。钛合金不仅能提供金属特有的清脆反馈感,其优异的疲劳强度也能经受住数万次的变速操作。MIM工艺可以一次性成型具有镂空结构且强度达标的零件,这在传统工艺中往往需要多道工序才能完成。采用钛合金MIM件的变速系统,不仅能在泥沙环境下保持精细运行,其轻量化的特征也为骑行者减轻了体能消耗。这种工艺的普及,标志着先进材料制造正在深度改变专业运动器材的性能标准。0.1克到50克的挑战,钛合金MIM轻松搞定微型复杂零件,精度稳如磐石。常州钛合金金属注射成型分布在偏远地区或近海的海上风电场,其传感器监测系统需要长年...
- 304金属注射成型工艺流程 2026-05-02
- 浙江金属注射成型工艺 2026-05-02
- 铝合金金属注射成型怎么样 2026-05-02
- 中山金属注射成型优势 2026-05-02
- 肇庆金属注射成型多少钱 2026-05-02
- 汕尾全国金属注射成型 2026-05-02
- 河源钛合金金属注射成型 2026-05-02
- 北京金属注射成型有多少 2026-05-02
- 肇庆锁具金属注射成型 2026-05-02
- 南通金属注射成型平台 2026-05-02


- 茂名304金属注射成型 2026-05-02
- 南通金属注射成型有多少 2026-05-02
- 江门金属注射成型厂 2026-05-02
- 盐城3C金属注射成型 2026-05-02
- 浙江金属注射成型结构 2026-05-02
- 表壳金属注射成型怎么样 2026-05-02





- 肇庆金属注射成型多少钱 05-02
- 汕尾全国金属注射成型 05-02
- 河源钛合金金属注射成型 05-02
- 北京金属注射成型有多少 05-02
- 肇庆锁具金属注射成型 05-02
- 南通金属注射成型平台 05-02
- 杭州金属注射成型强度 05-02
- 铁金属注射成型多少钱 05-02
- 天津mim金属注射成型 05-02
- 钨钢金属注射成型市场 05-02