- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
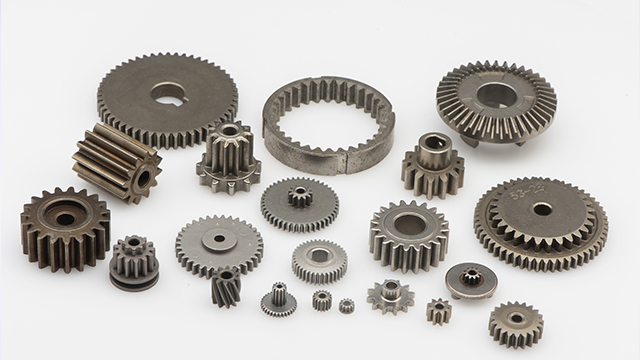
尽管MIM技术已经取得进展,但仍面临一些技术挑战。例如在超大零件和超微型零件制造方面还存在技术瓶颈,多材料复合注射技术仍需突破,生产过程的智能化水平有待提升。与此同时,行业也面临着重要的发展机遇:制造业转型升级带来新的市场需求,新材料新工艺不断涌现,自动化智能化技术为提高生产效率创造了条件。应对挑战、把握机遇,需要产业链各方的共同努力和协同创新。展望未来,MIM行业将呈现多元化发展态势。技术创新将继续深化,新材料的开发和应用将进一步拓展;生产工艺将向更精密、更高效的方向发展;自动化、数字化技术的应用将提升生产效率和产品质量稳定性;绿色制造和可持续发展理念将更深入地融入行业发展。同时,随着应用领域的不断扩展,行业标准体系和质量规范也将进一步完善。这些发展趋势将共同推动行业向更高质量、更可持续的方向迈进。铁镍合金通过MIM工艺制造屏蔽罩,用于3C电子产品。江苏精密金属注射成型

烧结是MIM工艺的末尾一道关键工序,通过高温处理使粉末颗粒结合成致密的金属零件。烧结过程中需要精确控制温度曲线、气氛环境和保温时间。烧结温度通常达到材料熔点的70%-90%,以保证充分的扩散和致密化。烧结气氛可以是真空、氢气或氩气等,不同材料需要选择合适的气氛条件。一些企业如伊比精密通过采用先进的烧结设备和精确的工艺控制,确保产品达到所需的密度和力学性能。烧结后的产品需要进行适当的后处理,以满足产品后的使用要求。常州3C金属注射成型MIM工艺将金属粉末与粘结剂混合,制成喂料。
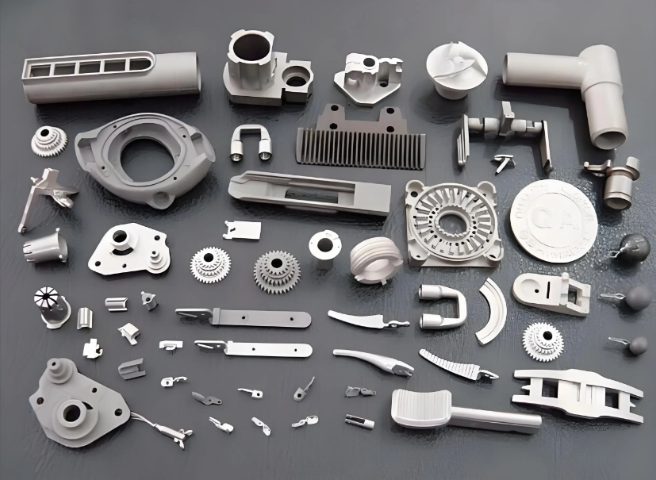
工业智能机器人的灵巧运动依赖于其内部众多精密、轻量且硬度高的关节和连接件。金属注射成型(MIM)技术因其可成型复杂三维形状和良好的机械性能,成为机器人零部件制造的理想选择。伊比精密科技深度参与机器人供应链,为机器人制造商提供包括谐波减速器关键部件、传感器的外壳、灵巧手指关节等在内的MIM解决方案。这些零件帮助机器人减轻了重量、提升了运动精度和可靠性,是智能驱动机器人产业向更加的美好、更智能化发展的重要力量。
脱脂是MIM工艺中为关键的环节之一,目的是去除生坯中的粘结剂。常用的脱脂方法包括热脱脂、溶剂脱脂和催化脱脂等。热脱脂是通过加热使粘结剂分解或蒸发;溶剂脱脂是利用有机溶剂溶解部分粘结剂;催化脱脂则是在特定气氛下加速粘结剂的分解。脱脂过程需要严格控制升温速率和保温时间,以避免产生缺陷。一些技术型企业如伊比精密通过优化脱脂工艺参数,实现了高效、稳定的脱脂过程。脱脂后的坯体需要保持完整的形状和一定的强度,为后续烧结工序做好准备。钛合金MIM植入物因其优良性能被骨科手术采用。

运动器材行业对零件的强度、重量和耐久性要求极高,金属注射成型(MIM)技术正在为该行业带来创新变革。伊比精密科技有限公司为品牌的运动手表、健身器材、户外装备等提供专业级MIM零件。公司生产的运动表扣、登山扣中心件、健身器材轴承座等部件,具有强度高、重量轻、耐腐蚀的特点。通过MIM技术,伊比精密实现了复杂受力结构的一次成型,避免了焊接和组装带来的强度损失。这些高性能运动器材零件不仅提升了产品的使用体验,还通过优化设计延长了产品的使用寿命。MIM注射过程与塑料注塑相似,但参数截然不同。天津精密金属注射成型
硬质合金MIM模具配件显著提高冲压模具寿命。江苏精密金属注射成型
随着智能穿戴设备市场蓬勃发展,金属注射成型(MIM)技术正成为推动行业创新的关键力量。伊比精密科技有限公司凭借其良好的MIM工艺,为智能手表、智能手环、AR/VR设备等穿戴产品提供精密结构件和功能件。公司生产的智能手表表壳、表扣、铰链等部件,不仅具有复杂的立体结构,还能满足穿戴设备对轻量化、硬度高、良好外观的严苛要求。通过MIM技术,伊比精密实现了传统加工难以完成的镂空、薄壁等复杂设计,同时保证了产品的一致性和稳定性。这些精密部件为智能穿戴设备提供了可靠的结构支撑和优雅的外观表现,助力品牌厂商打造更具市场竞争力的产品。江苏精密金属注射成型
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

折叠屏手机等精密结构件对不锈钢零件的厚度与精度有着明确的技术要求。MIM工艺目前能够稳定产出壁厚在0.3mm-0.5mm之间的不锈钢零件,并完整保留复杂的几何特征。由于采用了微米级的金属粉末,烧结后的零件表面粗糙度(Ra)可控制在1.6μm以下,这为后续的低摩擦滑动提供了物理基础。在运营此类高精密项目时,尺寸链的闭环控制是关键变量。通过采用高刚性模具结构和多级注塑参数控制,能够减少零件在脱模过程中的残余应力,从而降低烧结形变的风险。这种对微观工艺参数的把控,证明了MIM在应对高集成化设计时的技术承载力。通过对制程能力(CPK值)的持续监控,运营人员能够确保每一批次的交付件都符合严苛的行业公差标...
- 泰州金属注射成型加工 2026-02-27
- 山东金属注射成型生产厂家 2026-02-27
- 智能家具金属注射成型结构 2026-02-27
- 汕头医疗金属注射成型 2026-02-27
- 南通智能眼镜金属注射成型 2026-02-27
- 铝金属注射成型配件 2026-02-27
- 中山钛金属注射成型 2026-02-27
- 河北金属注射成型有多少 2026-02-27
- 广东金属注射成型平台 2026-02-27
- 江苏附近金属注射成型 2026-02-27



- 广东金属注射成型 2026-02-27
- 云浮金属注射成型市场价格 2026-02-27
- 清远金属注射成型原理 2026-02-27
- 全国金属注射成型怎么样 2026-02-27
- 中山精密金属注射成型 2026-02-27
- 浙江附近金属注射成型 2026-02-27



- 南通智能眼镜金属注射成型 02-27
- 铝金属注射成型配件 02-27
- 中山钛金属注射成型 02-27
- 河北金属注射成型有多少 02-27
- 广东金属注射成型平台 02-27
- 江苏附近金属注射成型 02-27
- 巨型金属注射成型强度 02-27
- 清远铁金属注射成型 02-27
- 湖南3C金属注射成型 02-27
- 铁金属注射成型 02-27