- 品牌
- 伊比精密科技有限公司
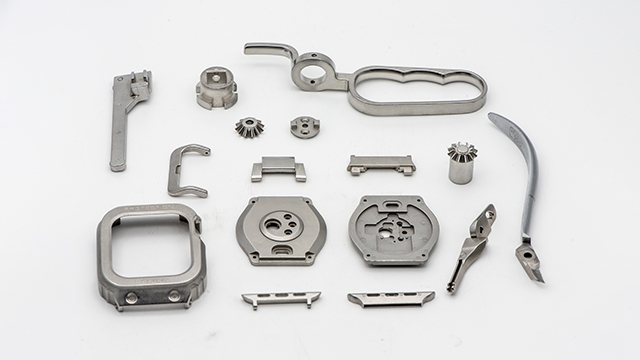
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
运动器材行业对零件的强度、重量和耐久性要求极高,金属注射成型(MIM)技术正在为该行业带来创新变革。伊比精密科技有限公司为品牌的运动手表、健身器材、户外装备等提供专业级MIM零件。公司生产的运动表扣、登山扣中心件、健身器材轴承座等部件,具有强度高、重量轻、耐腐蚀的特点。通过MIM技术,伊比精密实现了复杂受力结构的一次成型,避免了焊接和组装带来的强度损失。这些高性能运动器材零件不仅提升了产品的使用体验,还通过优化设计延长了产品的使用寿命。MIM脱脂环节是保证产品不发生缺陷的关键所在。盐城304金属注射成型
不锈钢材料在金属注射成型领域占据着重要地位,其中316L和17-4PH两种牌号的应用尤为***。316L不锈钢以其***的耐腐蚀性能著称,其钼元素的加入显著提高了抗点蚀能力,使其特别适用于医疗器械、海洋工程设备和化工机械等苛刻环境。17-4PH不锈钢则通过沉淀硬化处理可获得高达1300MPa的抗拉强度,同时保持良好的耐腐蚀性,这种独特的性能组合使其成为航空航天和**仪器部件的理想选择。在MIM生产过程中,不锈钢材料的烧结需要在精确控制的保护气氛中进行,通常采用高纯度氢气或真空环境,以确保材料获得比较好的耐腐蚀性能和力学性能。值得一提的是,MIM工艺可以一次性成型具有复杂内部流道和精细特征的零件,这是传统加工方法难以实现的。这些特性使不锈钢MIM制品在医疗器械手术器械、食品加工设备、***手表零件等领域得到广泛应用,展现出***的技术优势和市场价值。四川钛金属注射成型17-4PH不锈钢通过MIM时效硬化后获得硬度高的材料。

金属注射成型的首要环节是喂料制备,这个过程直接影响产品的质量。喂料由金属粉末和粘结剂按特定比例组成,金属粉末通常占体积比的60%以上。制备过程中需要将金属粉末与粘结剂在混料设备中充分混合,确保均匀分布。一些技术型企业如伊比精密在这方面积累了丰富经验,通过精确控制混料温度、时间和转速等参数,制备出具有良好流动性和均匀性的喂料。混合后的喂料还需要经过造粒处理,以便于后续的注射成型工序。这个环节的质量控制对保证后续工序的稳定性至关重要。
在光学仪器和设备领域,对精密金属结构件的需求日益增长。伊比精密科技有限公司利用金属注射成型(MIM)技术,为光学行业提供高精度、复杂结构的金属零件。公司生产的光学镜筒、透镜座、调整机构等部件,具有尺寸稳定、形位公差小、表面质量高等特点。通过MIM技术,伊比精密实现了光学器件对精密机械结构的要求,避免了传统加工产生的应力变形问题。这些精密零件广泛应用于显微镜、测量仪器、激光设备等光学产品中,不仅提高了光学系统的装配精度和稳定性,还通过一体化设计简化了装配流程,降低了生产成本。氧化锆陶瓷MIM用于制造美观耐用的智能穿戴外壳。

电动工具行业对零部件的强度、耐磨性和批量生产一致性要求极高。伊比精密科技有限公司采用金属注射成型(MIM)技术,为电动工具制造商提供高性能齿轮、传动部件、外壳结构件等关键零件。公司开发的电动工具行星齿轮、冲击机构零件、无刷电机外壳等产品,具有耐磨性好、强度高、尺寸稳定等特点。通过MIM技术,伊比精密实现了复杂齿形和内部结构的一次成型,确保了产品的大批量生产一致性。这些创新产品的应用,提升了电动工具的使用寿命和工作性能,同时通过优化设计降低了噪音和振动,改善了用户体验。陶瓷MIM技术应用于3C行业,制成精密绝缘结构件。北京金属注射成型工艺流程
MIM工艺适合大批量生产小型、精密的金属零件。盐城304金属注射成型
中国MIM行业已形成多梯队竞争格局。首先是由精研科技、东睦股份等上市公司主导,年营收规模在20亿元以上。第二梯队包括富驰高科、统联精密等企业,年营收在5-10亿元之间。第三梯队则由众多专业化中小企业组成,如深圳市伊比精密科技有限公司,这类企业通常在特定细分领域或区域市场具有较强竞争力。深圳市伊比精密科技有限公司自2015年成立以来,已发展成为一家集金属粉末注射成形(MIM)和陶瓷粉末注射成形(CIM)研发、生产和服务于一体的公司。公司拥有28项技术,覆盖了从模具设计到后处理等多个MIM工艺环节,体现了其技术创新能力。盐城304金属注射成型
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

在微创手术领域,机器人末端工具的细微程度直接影响操作表现。钛合金因其非磁性、耐高温灭菌以及优良的力学性能,成为手术钳、剪刀等执行构件的推荐。这些零件体积微小、结构多变,加工难度大。MIM工艺利用其在微小型零件制造上的优势,能够准确成型具有细微齿形与内部孔径的结构。同时,钛合金的化学稳定性确保了在反复高压灭菌后依然能保持原有的理化特性。这不仅提升了手术操作的受控感,也为精密医疗设备的长期运行提供了稳固屏障,体现了先进制造对现代医疗技术的深度支持。选对工艺,少走弯路。钛合金MIM,为精密零件的每一个细节注入核心竞争力。中山智能家具金属注射成型牙科修复要求材料在生物安全性与力学强度之间达到平衡。钛合...
- 浙江金属注射成型加工 2026-04-26
- 珠海智能家具金属注射成型 2026-04-26
- 宁波金属注射成型优势 2026-04-26
- 江苏金属注射成型结构 2026-04-26
- 清远大型金属注射成型 2026-04-26
- 中山全国金属注射成型 2026-04-26
- 江苏304金属注射成型 2026-04-26
- 河北金属注射成型加工 2026-04-26
- 苏州智能眼镜金属注射成型 2026-04-26
- 上海金属注射成型强度 2026-04-26


- 山东不锈钢金属注射成型 2026-04-25
- 温州铝合金金属注射成型 2026-04-25
- 惠州金属注射成型厂家 2026-04-25
- 湛江mim金属注射成型 2026-04-25
- 上海金属注射成型多少钱 2026-04-25
- 揭阳金属注射成型有多少 2026-04-25





- 清远大型金属注射成型 04-26
- 中山全国金属注射成型 04-26
- 江苏304金属注射成型 04-26
- 河北金属注射成型加工 04-26
- 苏州智能眼镜金属注射成型 04-26
- 上海金属注射成型强度 04-26
- 深圳铝合金金属注射成型 04-26
- 茂名金属注射成型平台 04-25
- 东莞金属注射成型代加工 04-25
- 深圳金属注射成型结构 04-25