- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
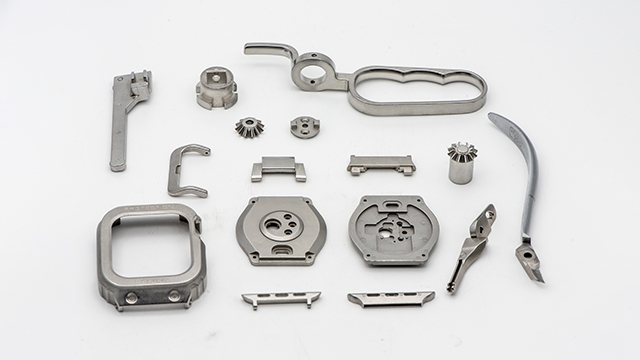
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
在光学仪器和设备领域,对精密金属结构件的需求日益增长。伊比精密科技有限公司利用金属注射成型(MIM)技术,为光学行业提供高精度、复杂结构的金属零件。公司生产的光学镜筒、透镜座、调整机构等部件,具有尺寸稳定、形位公差小、表面质量高等特点。通过MIM技术,伊比精密实现了光学器件对精密机械结构的要求,避免了传统加工产生的应力变形问题。这些精密零件广泛应用于显微镜、测量仪器、激光设备等光学产品中,不仅提高了光学系统的装配精度和稳定性,还通过一体化设计简化了装配流程,降低了生产成本。钨钢MIM制造的高精度喷嘴,使用寿命极大延长。佛山金属注射成型平台
金属注射成型MIM工艺全过程需要建立完善的质量控制体系。从原材料入库开始,就需要对金属粉末和粘结剂进行严格检测。生产过程中需要对每个工序的关键参数进行监控和记录,确保工艺稳定性。一些技术型企业如伊比精密通过引入自动化检测设备,实现对产品尺寸和性能的快速检测。所以产品还需要进行更多的性能测试,包括力学性能、金相组织和尺寸精度等。完善的质量控制体系是保证MIM产品质量稳定的重要保障,也是企业核心竞争力的体现。山东附近金属注射成型氮化铝陶瓷MIM基板具有高导热性,用于LED行业。

在智能锁具领域,安全性、可靠性与精密结构缺一不可。金属注射成型(MIM)技术因其能够一次性制造出结构极其复杂、精度高且强度优异的金属零件,正成为品牌锁具制造的主要工艺。深圳市伊比精密科技有限公司凭借其深厚的MIM技术积累,为国内外多家品牌锁企提供关键内部的精密构件,如锁芯内的涡轮、复杂的齿轮组、以及智能锁的离合器主要部件等。这些零件若采用传统机加工方式,不仅工序繁琐、成本高昂,且难以保证一致性。伊比精密通过MIM工艺一体化成型,确保了零件尺寸的极高稳定性和耐磨性,其产品强度接近锻件水准,彻底解决了多零件组装带来的间隙和可靠性问题,极大地提升了智能锁的整体安全性能和使用寿命,成为品牌锁具品牌背后坚实的技术支撑者。
金属注射成型的首要环节是喂料制备,这个过程直接影响产品的质量。喂料由金属粉末和粘结剂按特定比例组成,金属粉末通常占体积比的60%以上。制备过程中需要将金属粉末与粘结剂在混料设备中充分混合,确保均匀分布。一些技术型企业如伊比精密在这方面积累了丰富经验,通过精确控制混料温度、时间和转速等参数,制备出具有良好流动性和均匀性的喂料。混合后的喂料还需要经过造粒处理,以便于后续的注射成型工序。这个环节的质量控制对保证后续工序的稳定性至关重要。MIM工艺将金属粉末与粘结剂混合,制成喂料。

在MIM行业中,材料配方与模具设计是决定技术天花板的关键因素。伊比精密科技深知于此,设立了专门的研发中心,致力于金属粉末喂料的研发与改良。公司不仅熟练掌握17-4PH、316L等常规不锈钢的MIM工艺,还积极开发高熵合金、软磁材料、特种合金等新型MIM材料配方,以满足不同客户对零件磁性、耐腐蚀性、特殊强度等个性化需求。同时,伊比精密的模具设计团队经验丰富,运用CAE仿真软件对注塑过程中的流道、浇口进行优化分析,有效预测并解决可能出现的缺陷问题,大幅缩短模具开发周期,提高试模成功率。这种在材料和模具端的持续创新能力,确保了伊比精密能够应对各种技术挑战,为客户提供比较好化的MIM解决方案。钛合金MIM高尔夫球头,让运动装备更轻更强。广东铁金属注射成型
软磁合金MIM零件广泛应用于电动汽车的电感元件。佛山金属注射成型平台
金属注射成型中钛合金金属注射成型是技术难度较高的领域,但对航空航天、户外应用行业,医疗器械等行业具有重要意义。钛合金MIM需要采用特殊的粘结剂体系和严格的工艺控制,以防止碳、氧等杂质的污染。烧结过程通常在高真空环境下进行,温度控制要求极为精确。Ti-6Al-4V,TC4是常用的MIM钛合金,其制品具有比重轻、强度高、生物相容性好等优点。由于钛合金成本较高,通常用于附加值较高的品牌领域,如医疗植入物、航空航天零件等。佛山金属注射成型平台
深圳市伊比精密科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**深圳市伊比精密科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!

自行车运动追求轻量化与结构刚性的平衡。钛合金在变速系统的拨杆、导轮支架以及连接销钉中得到了广泛应用。钛合金不仅能提供金属特有的清脆反馈感,其优异的疲劳强度也能经受住数万次的变速操作。MIM工艺可以一次性成型具有镂空结构且强度达标的零件,这在传统工艺中往往需要多道工序才能完成。采用钛合金MIM件的变速系统,不仅能在泥沙环境下保持精细运行,其轻量化的特征也为骑行者减轻了体能消耗。这种工艺的普及,标志着先进材料制造正在深度改变专业运动器材的性能标准。0.1克到50克的挑战,钛合金MIM轻松搞定微型复杂零件,精度稳如磐石。常州钛合金金属注射成型分布在偏远地区或近海的海上风电场,其传感器监测系统需要长年...
- 304金属注射成型工艺流程 2026-05-02
- 浙江金属注射成型工艺 2026-05-02
- 铝合金金属注射成型怎么样 2026-05-02
- 中山金属注射成型优势 2026-05-02
- 肇庆金属注射成型多少钱 2026-05-02
- 汕尾全国金属注射成型 2026-05-02
- 河源钛合金金属注射成型 2026-05-02
- 北京金属注射成型有多少 2026-05-02
- 肇庆锁具金属注射成型 2026-05-02
- 南通金属注射成型平台 2026-05-02


- 茂名304金属注射成型 2026-05-02
- 南通金属注射成型有多少 2026-05-02
- 江门金属注射成型厂 2026-05-02
- 盐城3C金属注射成型 2026-05-02
- 浙江金属注射成型结构 2026-05-02
- 表壳金属注射成型怎么样 2026-05-02





- 肇庆金属注射成型多少钱 05-02
- 汕尾全国金属注射成型 05-02
- 河源钛合金金属注射成型 05-02
- 北京金属注射成型有多少 05-02
- 肇庆锁具金属注射成型 05-02
- 南通金属注射成型平台 05-02
- 杭州金属注射成型强度 05-02
- 铁金属注射成型多少钱 05-02
- 天津mim金属注射成型 05-02
- 钨钢金属注射成型市场 05-02