- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
烘干过程操作:严格控制温度和湿度:根据木材的种类、厚度和含水率等因素,制定合理的烘干工艺参数,严格控制烘干窑内的温度和湿度。避免温度过高或升温过快,导致木材燃烧或变形。在烘干过程中,要密切关注温湿度仪表的显示数据,如有异常及时调整。确保通风良好:保持烘干窑内通风系统正常运行,及时排出烘干过程中产生的水蒸气和挥发气体,防止积聚形成性混合气体。同时,良好的通风也有助于降低窑内氧气浓度,减少火灾发生的可能性。防止明火和静电:在烘干窑周围严禁吸烟和使用明火,禁止携带易燃、易爆物品进入烘干区域。此外,要采取措施防止静电产生和积聚,如对设备和管道进行静电接地,使用防静电的工具和材料等。蒸汽木材烘干窑的加热方式温和,能减少木材营养成分流失,保持木材原有品质。上海烟气木材烘干窑设备调试

木材烘干窑设备常见故障包括加热系统故障、通风系统故障、湿度控制系统故障和控制系统故障等,以下是具体分析:控制系统故障控制仪表损坏:温度、湿度、时间等控制仪表是烘干窑控制系统的重要组成部分,如果仪表损坏,会导致参数显示不准确或无法正常设定参数,影响烘干过程的自动化控制。电气线路故障:电气线路老化、短路、接触不良等问题会导致设备无法正常启动或运行过程中出现故障。例如,线路短路可能引发跳闸,影响整个烘干窑的工作;接触不良会导致设备运行不稳定,参数波动较大。扬州防腐木木材烘干窑设备厂家蒸汽木材烘干窑可搭配余热回收系统,将排放的热气重新利用,进一步降低能源消耗。

在家具制造领域,木材烘干窑的应用直接关系到家具产品的品质与美观度。家具生产所用的木材,无论是实木板材还是拼接木料,都需要经过严格的烘干处理才能投入使用。若使用含水率超标的木材制作家具,在后续使用过程中,随着环境温湿度的变化,木材会不断收缩或膨胀,导致家具出现缝隙、翘曲甚至断裂等问题,严重影响消费者的使用体验。而木材烘干窑通过精细控制烘干过程,能将木材含水率稳定在符合家具生产要求的范围内,一般在 8%-12% 之间,这个含水率区间的木材既能保证足够的强度,又能有效抵抗环境变化带来的变形。此外,部分**木材烘干窑还具备脱脂功能,对于像松木、杉木等含脂量较高的木材,经过脱脂处理后,能有效减少家具在使用过程中油脂渗出的情况,避免污染衣物或影响家具表面涂装效果,进一步提升家具产品的附加值。
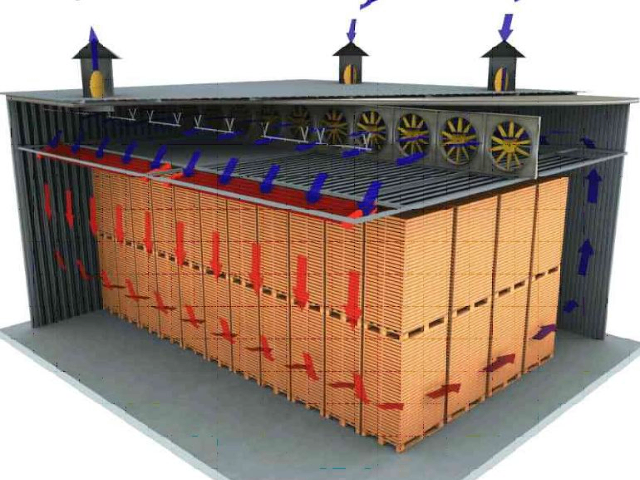
实时监测与调整关键参数监控:每 1-2 小时记录窑内温度、湿度,确保与设定值偏差不超过 ±2℃(温度)和 ±5%(湿度)。定期(如每天)抽取样本测量木材含水率,当含水率下降速度过快(如硬木每小时超过 0.5%),需降低温度或提高湿度;若下降过慢,可适当升温或减少湿度。异常情况处理:若局部温度过高(如某区域比设定值高 5℃以上),检查气流循环是否受阻(如材堆间隙堵塞),及时调整风机角度或清理通道。若湿度持续偏高且排气无效,检查排气扇是否故障,或确认木材是否存在 “返潮”(如窑体漏水)。木材烘干窑设备安装时需准确校准热风循环系统,确保窑内气流均匀,提升烘干一致性。

电加热烘干窑设备工作原理:利用电加热元件将电能转化为热能,通过热辐射和热传导的方式对木材进行加热干燥。优点:加热速度快,温度控制精确,能够实现自动化控制,操作简便;清洁环保,无污染物排放,符合现代环保要求。缺点:电加热的能耗较高,运行成本高;对于大型烘干窑,需要较大的电力供应容量,可能会受到电力供应的限制。常规干燥窑设备工作原理:在常压下,通过加热空气,使热空气在窑内循环,与木材进行热交换,将木材中的水分蒸发带走。优点:技术成熟,操作简单,适用范围广,可用于各种树种和规格的木材干燥;设备成本相对较低,维护方便。缺点:干燥速度较慢,干燥周期长;能源利用率较低,能耗较高;对于一些易变形、开裂的木材,干燥质量可能难以保证。低温除湿的木材烘干窑方法,适用于珍贵木材干燥,避免高温对木材纹理和色泽的破坏。绍兴防腐木木材烘干窑流程
高效节能的木材烘干窑设备,采用智能控温系统,可准确调节烘干环境,大幅提升木材干燥效率。上海烟气木材烘干窑设备调试
对于需要出口的木材产品,其含水率需符合进口国的标准。我们的出口木材烘干窑,可根据不同国家和地区的要求,精细调控烘干参数。例如,针对欧洲市场的木材,能将含水率控制在 8% 以下,满足其严格的质量标准。设备运行过程中会自动记录烘干曲线和含水率变化数据,可生成详细的检测报告,为木材出口提供有力的质量证明,减少贸易过程中的质量争议。食用菌种植中,培养料的木材需要进行烘干处理以去除多余水分,为菌丝生长创造适宜环境。我们的食用菌木材烘干窑,温度控制范围在 50 - 70℃,适合处理香菇、木耳等食用菌培养用的杂木。烘干后的木材含水率在 15% - 20%,既有利于灭菌处理,又能为菌丝生长提供合适的湿度条件。设备操作简单,能耗低,能满足中小型食用菌种植基地的需求。上海烟气木材烘干窑设备调试

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13


- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13




- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02