- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
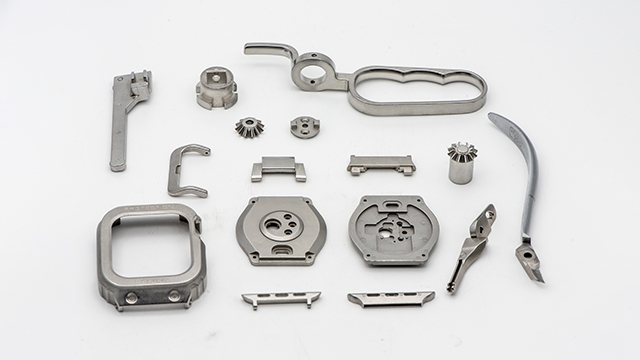
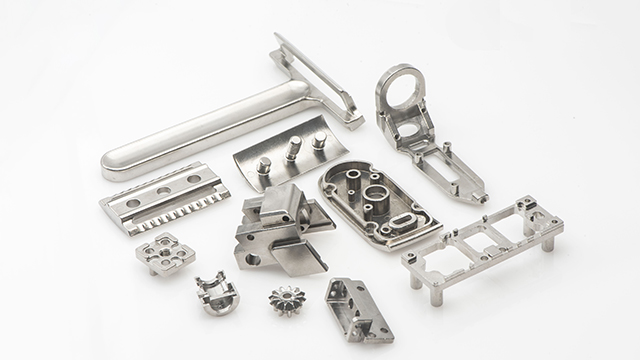
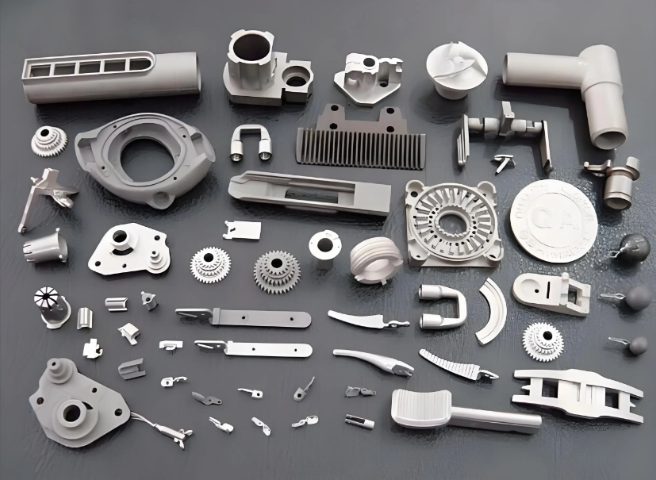
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
烧结是MIM工艺的末尾一道关键工序,通过高温处理使粉末颗粒结合成致密的金属零件。烧结过程中需要精确控制温度曲线、气氛环境和保温时间。烧结温度通常达到材料熔点的70%-90%,以保证充分的扩散和致密化。烧结气氛可以是真空、氢气或氩气等,不同材料需要选择合适的气氛条件。一些企业如伊比精密通过采用先进的烧结设备和精确的工艺控制,确保产品达到所需的密度和力学性能。烧结后的产品需要进行适当的后处理,以满足产品后的使用要求。铝合金MIM散热鳍片为5G通信设备提供高效散热。大型金属注射成型厂家
金属注射成型工艺包含混炼、注射、脱脂、烧结四大工序,每个环节都直接影响产品的质量。伊比精密在混炼工序采用高精度混料设备,确保喂料均匀性;注射工序使用日本进口注塑机,保证成型稳定性;脱脂工序采用先进的催化脱脂技术,提高生产效率;烧结工序配备德国进口烧结炉,精确控制产品收缩率和致密化过程。公司通过全流程的精密管控,实现了产品尺寸精度±0.3%、密度达到理论密度98%以上的优异性能,这些技术指标均处于行业先进水平。惠州巨型金属注射成型MIM注射参数需精确控制,以保证生坯的完整性。

智能家居行业的快速发展,对产品的外观设计和功能集成提出了更高要求。伊比精密科技有限公司运用金属注射成型(MIM)技术,为智能家居产品提供既美观又实用的金属零部件。公司开发的智能门锁结构件、智能音箱金属网罩、智能开关金属支架等产品,完美融合了功能性与美学设计。通过MIM技术,伊比精密实现了复杂曲面、精细孔洞、薄壁结构等设计要素,同时保证了产品的大批量生产质量稳定性。这些精密部件不仅提升了智能家居产品的外观质感,还通过优化结构设计增强了产品的耐用性和可靠性,为智能家居品牌商提供了重要的技术支持。
陶瓷注射成型作为MIM技术的重要分支,在先进陶瓷材料加工领域展现出独特优势。氧化铝、氧化锆等工程陶瓷通过注射成型工艺可以制造出具有复杂形状和精密尺寸的零件,这是传统陶瓷加工方法难以实现的。在生产工艺方面,陶瓷注射成型虽然与金属注射成型有相似之处,但在脱脂和烧结环节存在差异。陶瓷材料的脱脂过程需要更加缓慢和精确的控制,通常采用多阶段升温工艺,以确保有机粘结剂完全去除而不产生缺陷。烧结温度通常达到1600℃以上,且需要精确控制升温速率和保温时间,以获得理想的微观结构和力学性能。氧化铝陶瓷制品具有高硬度、优良的耐磨性和出色的绝缘性能,而氧化锆陶瓷则以其高韧性和优异的热稳定性著称。这些特性使陶瓷MIM制品在电子元器件、切削工具、医疗植入物等领域得到广泛应用。特别是在半导体制造领域,陶瓷注射成型的精密零部件为设备提供了关键支持,展现出不可替代的技术价值。钨钢MIM制造的高精度喷嘴,使用寿命极大延长。

不锈钢材料在MIM工艺中的特性表现不锈钢材料在金属注射成型领域占据重要地位,其中316L和17-4PH两种牌号应用**为***。316L不锈钢以其优异的耐腐蚀性能,特别适用于医疗器械、食品机械等要求较高的领域。17-4PH不锈钢可通过时效热处理获得更高的强度,常用于需要良好力学性能的结构件。MIM工艺可以成型复杂结构的不锈钢零件,且产品具有各向同性好、尺寸精度高的特点。在生产过程中,需要特别注意烧结气氛的控制,以确保材料获得比较好的耐腐蚀性能。MIM技术极大释放了设计师的创造力,形状不限。泰州金属注射成型有多少
氧化锆陶瓷MIM用于制造美观耐用的智能穿戴外壳。大型金属注射成型厂家
在中国MIM行业竞争格局中,伊比精密凭借其技术实力和市场表现在行业中也是一名同行都熟知的企业。公司拥有16000平方米的生产基地,年产MIM零件超过1亿件,服务客户涵盖华为、苹果、特斯拉等全球企业。伊比精密的竞争优势主要体现在三个方面:一是全流程垂直整合能力,从模具设计到成品出货实现自主可控;二是技术创新能力,每年研发投入占销售额的8%以上;三是质量管控体系,通过ISO9001、IATF16949等国际认证。这些优势使公司在激烈的市场竞争中始终地位。大型金属注射成型厂家
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

折叠屏手机等精密结构件对不锈钢零件的厚度与精度有着明确的技术要求。MIM工艺目前能够稳定产出壁厚在0.3mm-0.5mm之间的不锈钢零件,并完整保留复杂的几何特征。由于采用了微米级的金属粉末,烧结后的零件表面粗糙度(Ra)可控制在1.6μm以下,这为后续的低摩擦滑动提供了物理基础。在运营此类高精密项目时,尺寸链的闭环控制是关键变量。通过采用高刚性模具结构和多级注塑参数控制,能够减少零件在脱模过程中的残余应力,从而降低烧结形变的风险。这种对微观工艺参数的把控,证明了MIM在应对高集成化设计时的技术承载力。通过对制程能力(CPK值)的持续监控,运营人员能够确保每一批次的交付件都符合严苛的行业公差标...
- 泰州金属注射成型加工 2026-02-27
- 山东金属注射成型生产厂家 2026-02-27
- 汕头医疗金属注射成型 2026-02-27
- 南通智能眼镜金属注射成型 2026-02-27
- 铝金属注射成型配件 2026-02-27
- 中山钛金属注射成型 2026-02-27
- 河北金属注射成型有多少 2026-02-27
- 江苏附近金属注射成型 2026-02-27
- 铁金属注射成型 2026-02-27
- 全国金属注射成型怎么样 2026-02-27



- 四川结构件金属注射成型 2026-02-26
- 连云港智能家具金属注射成型 2026-02-26
- 杭州钛金属注射成型 2026-02-26
- 四川3C金属注射成型 2026-02-26
- 天津金属注射成型怎么样 2026-02-26
- 广东铝合金金属注射成型 2026-02-26




- 铝金属注射成型配件 02-27
- 中山钛金属注射成型 02-27
- 河北金属注射成型有多少 02-27
- 江苏附近金属注射成型 02-27
- 铁金属注射成型 02-27
- 全国金属注射成型怎么样 02-27
- 浙江附近金属注射成型 02-27
- 汕尾mim金属注射成型 02-27
- 钨钢金属注射成型工艺流程 02-27
- 云浮不锈钢金属注射成型 02-27