- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
按干燥作业方式分类周期式干燥窑:同时装满木料,干好后干燥过程停止,同时卸出木料,再装入一批新木料,干燥作业呈周期性。连续式干燥窑:呈隧道状,部分干好的木料由窑的一端(干端)卸出,同时由窑的另一端(湿端)装入部分湿木料,装卸料时干燥过程不停止。按干燥温度分类低温干燥窑:温度操作范围为 21℃-48℃,一般不超过 43℃。常规干燥窑:温度操作范围为 43℃-82℃,大多数阔叶材和针叶材都采用常规干燥。加速干燥窑:温度操作范围为 43℃-99℃,阶段的干燥温度通常为 87℃-93℃。高温干燥窑:干燥温度超过 100℃,温度操作范围通常为 110℃-140℃,主要用于干燥结构材。木材烘干窑流程包含后期质量检验环节,通过检测木材含水率判断是否达标出厂。淮安热泵木材烘干窑设备安装

电加热烘干窑设备工作原理:利用电加热元件将电能转化为热能,通过热辐射和热传导的方式对木材进行加热干燥。优点:加热速度快,温度控制精确,能够实现自动化控制,操作简便;清洁环保,无污染物排放,符合现代环保要求。缺点:电加热的能耗较高,运行成本高;对于大型烘干窑,需要较大的电力供应容量,可能会受到电力供应的限制。常规干燥窑设备工作原理:在常压下,通过加热空气,使热空气在窑内循环,与木材进行热交换,将木材中的水分蒸发带走。优点:技术成熟,操作简单,适用范围广,可用于各种树种和规格的木材干燥;设备成本相对较低,维护方便。缺点:干燥速度较慢,干燥周期长;能源利用率较低,能耗较高;对于一些易变形、开裂的木材,干燥质量可能难以保证。宁波杉木木材烘干窑工艺大容量木材烘干窑设备采用分层置物设计,单次可处理大量木材,满足规模化生产需求。

为防止木材在烘干窑设备中烘干时开裂,可从烘干前处理、烘干过程控制以及烘干后处理等方面采取措施,烘干前处理:合理选材:尽量选择纹理直、无明显缺陷、含水率均匀的木材进行烘干。避免选用有裂缝、节疤较多或含水率过高的木材,因为这些木材在烘干过程中更容易出现开裂等问题。预加工处理:对于一些较大尺寸或形状不规则的木材,可在烘干前进行适当的预加工,如将木材锯成合适的尺寸和形状,减少木材内部的应力集中。也可采用水浸、水煮等方法对木材进行预处理,使木材内部的水分分布更加均匀,降低烘干过程中的开裂风险。
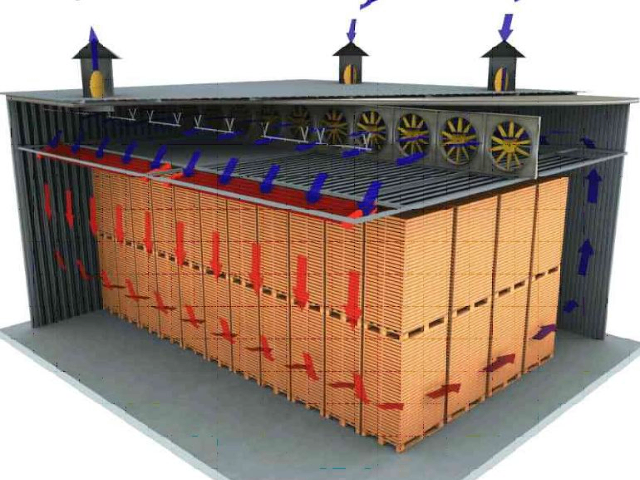
实时监测与调整关键参数监控:每 1-2 小时记录窑内温度、湿度,确保与设定值偏差不超过 ±2℃(温度)和 ±5%(湿度)。定期(如每天)抽取样本测量木材含水率,当含水率下降速度过快(如硬木每小时超过 0.5%),需降低温度或提高湿度;若下降过慢,可适当升温或减少湿度。异常情况处理:若局部温度过高(如某区域比设定值高 5℃以上),检查气流循环是否受阻(如材堆间隙堵塞),及时调整风机角度或清理通道。若湿度持续偏高且排气无效,检查排气扇是否故障,或确认木材是否存在 “返潮”(如窑体漏水)。耐腐蚀材质打造的木材烘干窑设备,能适应潮湿烘干环境,延长设备使用寿命。

蒸汽加热烘干窑设备工作原理:通过蒸汽发生装置产生蒸汽,蒸汽在窑内释放热量,使湿木材中的水分蒸发。同时,可根据干燥工艺要求,适时将蒸汽送入干燥室内,对木材进行喷蒸、调湿处理2。优点:温度和湿度控制较为精确,能够有效防止木材在干燥过程中出现开裂、变形等问题,干燥质量高;蒸汽的热传递效率燥速度相对较快;设备运行稳定,安全性能较好。缺点:需要配备专门的蒸汽锅炉,前期投资成本较高;蒸汽锅炉运行需要消耗大量的能源,如煤炭、天然气等,运行成本也较高。湿度梯度控制的木材烘干窑方法,避免木材表面过快干燥导致开裂,保障干燥质量。衢州家具木材烘干窑机
分段式木材烘干窑工艺针对不同含水率木材调整参数,确保烘干效果与效率双优。淮安热泵木材烘干窑设备安装
按热源种类分类蒸汽加热干燥窑:以蒸汽为热源,由蒸汽锅炉提供蒸汽,蒸汽锅炉常用煤炭为燃料,也可将加工剩余物和煤炭混合使用。炉气加热干燥窑:利用燃烧煤、油、天然气和木质燃料产生的炉气作为热源,可分为炉气直接加热干燥技术和炉气间接加热干燥技术。热水或导热油加热干燥窑:以热水和热油作为热源,与蒸汽热源相比,具有运行安全可靠、热量可回收循环利用、结构简单投资少等优点。以电作为热源的干燥窑:有除湿干燥、高频干燥和微波干燥等方式,不过总的热能利用率比较低,除水电站附近及某些特种用途外,一般经济上不可行。太阳能干燥窑:利用太阳能作为热源,太阳能是清洁的再生资源,但受自然条件制约,很难使木材全年连续、有效地干燥。淮安热泵木材烘干窑设备安装

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13


- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13



- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02