- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
单板和薄木片的烘干需要更加精细的控制,否则易出现卷曲、开裂等问题。我们的单板烘干窑,采用低温大风量的烘干方式,温度设定在 40 - 60℃,风速可根据单板厚度进行调节。窑内输送带采用防粘材质,避板在输送过程中受损。对于厚度 0.3 - 2mm 的单板,烘干后平整度高,含水率均匀,能很好地满足贴面、胶合等后续加工工序的要求,提高单板的利用率和产品质量。环保理念在木材加工行业日益深入人心,我们的节能型木材烘干窑在设计上充分体现了这一点。该设备采用余热回收装置,可将排出的湿热空气中的部分热量回收利用,热能利用率提升 30% 以上。同时,配备高效的废气处理模块,减少烘干过程中挥发性有机物的排放,符合环保排放要求。无论是处理硬木还是软木,都能在保证烘干质量的前提下,降低单位能耗,帮助企业实现绿色生产。蒸汽木材烘干窑可搭配余热回收系统,将排放的热气重新利用,进一步降低能源消耗。徐州烘干木材烘干窑机

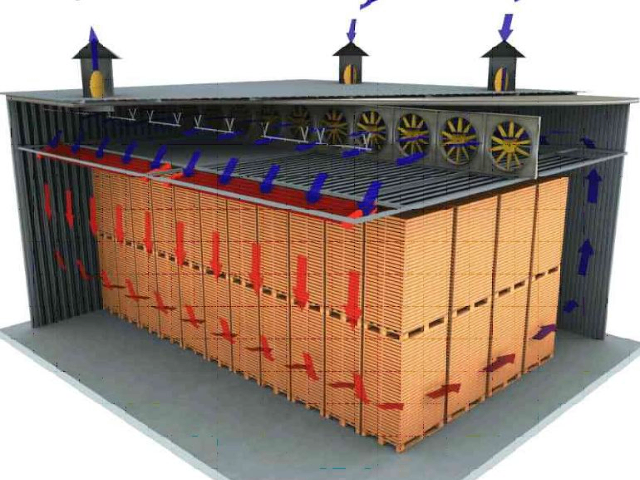
木材预处理与装窑规范木材筛选:去除木材表面的泥土、杂质及腐朽部分,避免杂质污染窑内环境或堵塞气流通道。合理堆垛:根据木材的种类、规格(厚度、长度)分层堆放,确保材堆间、木材间留出均匀的通风间隙(一般建议间隙为木材厚度的 1/3-1/2),保证气流循环顺畅,避免局部干燥不均。材堆固定:用支架或绑带固定材堆,防止干燥过程中木材变形、倾倒,尤其对于长料或易翘曲的木材(如橡木、水曲柳),需额外加固。含水率检测:装窑前测量木材的初始含水率,记录数据作为干燥工艺设定的依据(不同木材的初始含水率差异会影响干燥参数选择)。温州家具木材烘干窑设备专业木材烘干窑设备厂家可根据客户产能需求,定制不同规格的烘干窑设备及配套方案。

木材烘干窑设备常见故障包括加热系统故障、通风系统故障、湿度控制系统故障和控制系统故障等,以下是具体分析:通风系统故障风机故障:风机是通风系统的部件,常见故障有风机叶轮损坏、风机轴断裂、电机烧毁等。这些故障会导致风机无法正常运转,或者风量不足,影响窑内空气循环和木材干燥速度。通风管道堵塞:长期使用后,通风管道内可能会积累大量的木屑、灰尘等杂物,导致通风不畅。这不仅会影响空气循环,还可能造成局部压力过大,损坏通风设备。
艺术木雕作品对木材的稳定性要求极高,细微的变形都可能影响作品的艺术效果。我们为木雕行业定制的小型精细烘干窑,容积 5 - 10 立方米,采用多段式湿度调节工艺。在烘干过程中,通过缓慢降低湿度,让木材内部水分均匀排出。针对雕刻常用的黄杨木、紫檀木等,能将含水率控制在 6% - 10%,木材质地更加致密,便于雕刻出精细的花纹,减少雕刻过程中木材崩裂的风险,提升木雕作品的成功率。集成材生产中,木材拼接前的含水率一致性至关重要。我们的集成材烘干窑,通过独特的气流组织设计,确保窑内每一层木材都能受到均匀的热湿作用。对于长度 2 - 6 米的集成材毛料,烘干后同一批次木材的含水率差异可控制在 1% 以内,提高了集成材拼接的牢固度和稳定性。同时,该设备烘干周期合理,能与集成材生产线的节奏相匹配,不影响整体生产进度。平衡处理前置的木材烘干窑工艺,先让木材内外含水率趋于平衡,减少干燥后的应力变形。

解决木材烘干窑设备加热温度不足问题,需要从加热管、燃料供应和热量传递等方面进行排查和处理,以下是具体方法:检查加热管排查损坏情况:对加热管进行逐一检查,查看是否有加热管损坏。可通过专业的电气检测设备,如万用表等,测量加热管的电阻值,若电阻值异常,说明该加热管已损坏,需及时更换同型号、同规格的加热管。清理表面污垢:若加热管表面有结垢,会影响热量传递。可使用合适的除垢剂进行清洗,对于不锈钢加热管,可使用的不锈钢除垢剂,按照说明书的要求进行操作,浸泡或擦拭加热管表面,然后用清水冲洗干净,确保加热管表面清洁,以提高其热传递效率。实木木材烘干窑流程中,需定期抽样检测木材含水率,确保达到预设的烘干标准。苏州防腐木木材烘干窑方法
实木木材烘干窑设备调试需校准温度传感器,确保窑内温度显示准确,保障烘干质量。徐州烘干木材烘干窑机
食品加工行业:适用于肉类、鱼类、海鲜、坚果等食品的干燥处理。以肉类为例,通过空气能热泵烘干窑设备进行干燥,可以制作肉干、腊肉等产品,在保证食品安全的同时,保留肉类的风味和营养;对于海鲜产品,如鱼干、虾干等的干燥,能有效延长其保质期,并且保持良好的口感和品质。工业材料干燥:像纸张、皮革、纺织品、橡胶制品等工业材料的干燥也能应用。在纸张生产中,能使纸张快速干燥定型,提高生产效率和纸张质量;对于皮革的干燥,可使其柔软度和韧性达到比较好状态,同时防止皮革发霉变质;纺织品干燥过程中,能避免高温对纤维造成损伤,保持纺织品的色泽和质感。其他领域:还可用于茶叶的初制烘干、的干燥调制,以及一些化工原料、生物制品等的干燥处理。在茶叶烘干中,能使茶叶达到理想的含水率,提升茶叶的香气和口感;对于的干燥,能改善的品质和风味。徐州烘干木材烘干窑机

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13


- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13



- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02