- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
为防止木材在烘干窑设备中烘干时开裂,可从烘干前处理、烘干过程控制以及烘干后处理等方面采取措施,烘干前处理:合理选材:尽量选择纹理直、无明显缺陷、含水率均匀的木材进行烘干。避免选用有裂缝、节疤较多或含水率过高的木材,因为这些木材在烘干过程中更容易出现开裂等问题。预加工处理:对于一些较大尺寸或形状不规则的木材,可在烘干前进行适当的预加工,如将木材锯成合适的尺寸和形状,减少木材内部的应力集中。也可采用水浸、水煮等方法对木材进行预处理,使木材内部的水分分布更加均匀,降低烘干过程中的开裂风险。蒸汽木材烘干窑的加热方式温和,能减少木材营养成分流失,保持木材原有品质。丽水杉木木材烘干窑设备多少钱

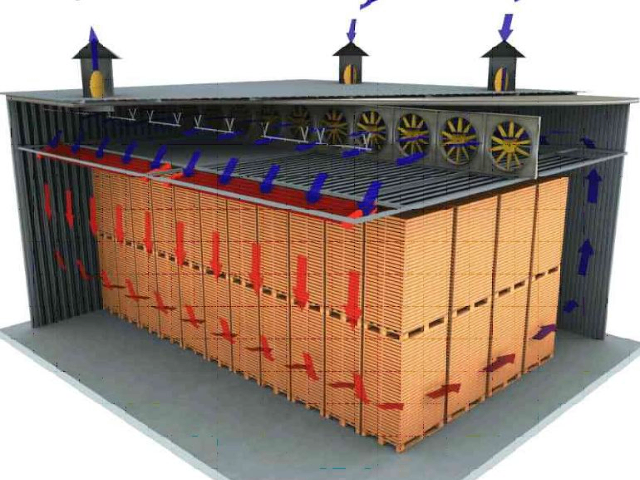
对于实木家具厂而言,木材烘干的质量直接影响终产品的品质。我们的中型木材烘干窑,容积设计为 30 - 50 立方米,特别适合处理橡木、松木、胡桃木等常见家具用材。其采用热风循环系统,窑内温度分布均匀,温差可控制在 ±2℃以内。通过精细调节湿度和温度曲线,能将木材含水率稳定控制在 8% - 12%,有效避免家具在使用过程中出现开裂、变形等问题。同时,窑体采用保温性能优良的材料搭建,热量损耗少,运行成本合理,为家具厂提供稳定可靠的木材预处理解决方案。淮安高频真空木材烘干窑设备生产厂家分段式木材烘干窑工艺,根据木材含水率分阶段调整参数,适配不同种类木材的干燥需求。

木材预处理与装窑规范木材筛选:去除木材表面的泥土、杂质及腐朽部分,避免杂质污染窑内环境或堵塞气流通道。合理堆垛:根据木材的种类、规格(厚度、长度)分层堆放,确保材堆间、木材间留出均匀的通风间隙(一般建议间隙为木材厚度的 1/3-1/2),保证气流循环顺畅,避免局部干燥不均。材堆固定:用支架或绑带固定材堆,防止干燥过程中木材变形、倾倒,尤其对于长料或易翘曲的木材(如橡木、水曲柳),需额外加固。含水率检测:装窑前测量木材的初始含水率,记录数据作为干燥工艺设定的依据(不同木材的初始含水率差异会影响干燥参数选择)。
艺术木雕作品对木材的稳定性要求极高,细微的变形都可能影响作品的艺术效果。我们为木雕行业定制的小型精细烘干窑,容积 5 - 10 立方米,采用多段式湿度调节工艺。在烘干过程中,通过缓慢降低湿度,让木材内部水分均匀排出。针对雕刻常用的黄杨木、紫檀木等,能将含水率控制在 6% - 10%,木材质地更加致密,便于雕刻出精细的花纹,减少雕刻过程中木材崩裂的风险,提升木雕作品的成功率。集成材生产中,木材拼接前的含水率一致性至关重要。我们的集成材烘干窑,通过独特的气流组织设计,确保窑内每一层木材都能受到均匀的热湿作用。对于长度 2 - 6 米的集成材毛料,烘干后同一批次木材的含水率差异可控制在 1% 以内,提高了集成材拼接的牢固度和稳定性。同时,该设备烘干周期合理,能与集成材生产线的节奏相匹配,不影响整体生产进度。蒸汽木材烘干窑在烘干作业结束后,需进行降温降湿处理,使实木板材温度逐步接近环境温度,避免二次吸湿。

木材烘干窑的维护保养是保证设备长期稳定运行的关键。定期对烘干窑进行维护保养,不仅能延长设备的使用寿命,还能确保烘干质量的稳定性,避免因设备故障导致生产中断。木材烘干窑的维护保养主要包括以下几个方面:首先是加热系统的维护,如检查加热管、蒸汽管道是否有泄漏情况,清理加热管表面的积尘和污垢,确保加热效率;其次是风机和电机的维护,定期检查风机叶片是否有损坏、变形,电机运行是否正常,有无异常噪音,及时添加润滑油,保证风机和电机的正常运转;然后是控制系统的维护,检查传感器是否灵敏准确,控制面板上的按钮、指示灯是否正常工作,定期校准控制参数,确保控制系统的可靠性;是烘干窑窑体的维护,检查窑体的保温层是否完好,有无破损、脱落情况,密封胶条是否老化,及时更换损坏的部件,防止热量散失和外界空气进入窑内,影响烘干环境的稳定性。此外,在每次烘干作业结束后,还应及时清理窑内的木屑、灰尘等杂物,保持窑内清洁。实木木材烘干窑流程中,烘干后期需逐步降低温度,避免木材表面出现开裂现象。徐州热泵木材烘干窑窑
节能木材烘干窑技术通过优化风道设计,减少热量流失,相比传统设备节能 30% 以上。丽水杉木木材烘干窑设备多少钱
木材加工行业:适用于各种实木板材、家具部件、木制工艺品等的干燥。无论是硬木如红木、檀木,还是软木如松木、杉木等,空气能热泵烘干窑都能根据不同木材的特性,精确控制干燥温度和湿度,有效防止木材开裂、变形,提高木材的质量和稳定性,满足后续加工和使用要求。农产品干燥领域:可用于谷物、豆类、蔬菜、水果、中药材等农产品的烘干。例如,稻谷、小麦等粮食的干燥,能降低其含水率,便于长期储存和加工;对于香菇、木耳等菌类蔬菜,以及红枣、枸杞等水果,空气能热泵烘干能保留其营养成分和色泽,提高产品品质;在中药材干燥方面,能根据不同药材的特性,精细控制干燥参数,保证药材的药效。丽水杉木木材烘干窑设备多少钱

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13


- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13



- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02