- 品牌
- JWIM
- 型号
- 仓储
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
企业定位是专业聚焦农化制剂智能工厂一体化打造,把这一行做专、做精、做透、做强,做到完美,做成世界头部品牌!金旺智能深耕农化智能装备领域18年,积累了丰富的经验,形成了从原子级设备研发到整厂规划的全链条能力。企业拥有数百项知识产权技术,其中智能研磨、负压投料等技术处于行业头部水平。以“宽度一厘米,深度一公里”的理念,金旺智能持续深化专业能力,不断提升技术水平和服务质量。如今,企业已成为国内农化智能工厂领域的头部企业,正朝着世界头部品牌的目标稳步迈进,在行业中树立了良好的口碑。负压接料斗是利用负压原理进行接料的斗状装置。江苏食品仓储定制

授权中心是负责分配、管理和监控系统操作权限,保障信息安全的管控枢纽。在金旺智能的企业管理系统中,授权中心采用角色导向访问控制,根据岗位设置不同权限,如生产人员只可查看生产数据,财务人员可访问成本数据,权限划分精细度达功能按钮级别。系统实时记录权限操作日志,如某账号何时访问了何数据,便于追溯审计;同时支持动态授权,如临时授权外包人员访问特定设备数据,授权有效期精确到小时,到期自动收回。该授权中心使企业数据访问安全性提升100%,未发生过数据泄露事件,符合ISO27001信息安全标准。医药仓储企业使命是助天下农化剂企业实现生产智能化、轻松多创利。

山东富润实是聚焦农业领域,集农资产品研发、生产、销售为一体的综合性企业。金旺智能为其打造的液体水溶肥生产线,借助负压投料与配方管理系统,在镜面设备中零误差控制各营养元素比例,氮磷钾等养分吸收率比普通冲施肥提升30%;固体水溶肥生产线运用负压投料与立体布局,制得的颗粒遇水10秒内完全溶解,连细小灌溉喷头都不会堵塞。两条生产线投产后,山东富润实水溶肥年产能达1.5万吨,产品在温室大棚应用中,使黄瓜、番茄等作物产量增加25%,深受种植户好评。
分拣自动化是依靠系统和设备自动识别、分类货物的高效分拣方式。在南通江山的农药仓储中心,分拣自动化系统由高速分拣机、视觉识别设备组成,可根据订单信息自动分拣不同品种、规格的农药产品。系统识别速度达10件/秒,分拣效率3000件/小时,准确率99.98%,远超人工分拣的效率与精度。分拣机按配送区域设置分拣口,如将华东、华北、华南地区的订单分别分拣至不同出口,便于后续物流配送。该系统使订单处理时间从24小时缩短至4小时,分拣成本下降60%,有效提升了企业的物流响应能力。金旺智能凭丰富企业专利,以战略规划为翼,奔赴百亿、百年征程 。
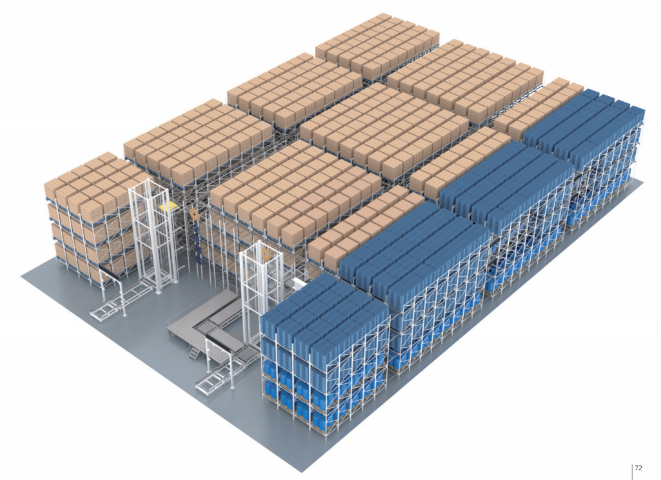
仓库出库无人转运系统是在仓库出库阶段,能自动化转运货物的无人作业系统。在江苏某植物生长调节剂仓库中,该系统由多层穿梭车与分拣机器人组成,穿梭车在货架间快速取货,分拣机器人按订单需求进行分类,每小时可处理500单出库任务。系统支持“先进先出”策略,优先分拣较早入库的货物,确保产品保质期可控;同时与物流平台对接,自动生成配送单与物流标签,贴标准确率达100%。该系统使出库响应时间从8小时缩短至1小时,订单处理效率提升8倍,物流成本下降30%,大幅优化了企业的出库流程。成品罐是用于储存生产完毕的成品物料,保障其质量稳定的储存容器。江苏饮料仓储参数
二层廊桥是搭建于二层空间,用于连接不同区域、实现物料运输的通道结构。江苏食品仓储定制
计量罐是一种专门用于物料计量的罐体设备,在液体水溶肥生产中扮演着至关重要的角色。它的工作原理类似于一个准确的量杯,通过液位传感器和称重传感器的双重计量方式,确保了计量的高精度。例如,在计量1000L液体时,误差可以控制在±1L以内,这一精度是传统流量计的十倍之多。在某工厂的实际应用案例中,计量罐与配方管理系统实现了联动,能够自动按照配方比例准确计量多种原料。例如,它可以精确计量500L硝酸钾溶液和300L磷酸二氢钾溶液等。计量完成后,系统会自动将这些原料排入反应釜中,整个过程无需人工干预,确保了计量的准确率达到了100%。这种自动化和高精度的计量方式有效避免了人工计量过程中可能出现的误差,确保了肥料配方的精确性,从而提高了产品的质量和一致性。江苏食品仓储定制
- 浙江仓储多少钱 2026-05-15
- 江苏肥料仓储厂家供应 2026-05-14
- 江苏农药仓储厂家价格 2026-05-13
- 山东仓储定制 2026-05-12
- AI码垛机器人多少钱 2026-05-12
- 食品仓储联系方式 2026-05-11
- 江苏汽车零件仓储解决方案 2026-05-11
- 江苏医药仓储客服电话 2026-05-11
- 常州饮料仓储非标 2026-05-10
- AI码垛机器人设备厂家 2026-05-10
- 智能仓储售后好的 2026-05-09
- 江苏农药仓储参数 2026-05-07


