- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
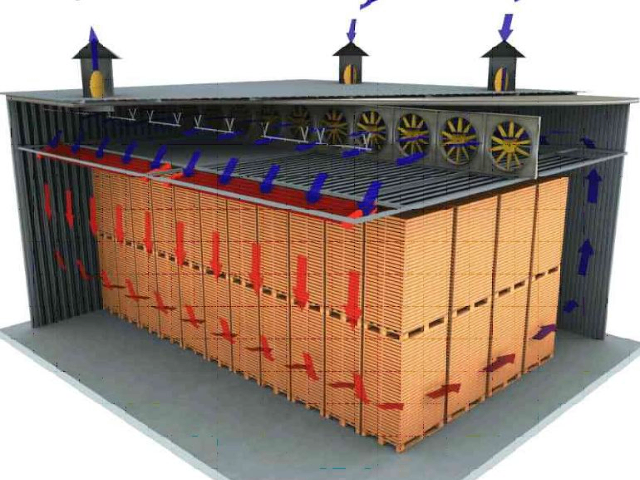
优化热量传递调整空气循环:检查烘干窑内的空气循环系统,确保风机正常运转,提供足够的风量。如果风机叶轮有损坏或积尘,会影响风量,需及时修复或清理叶轮。同时,合理调整通风口的位置和大小,优化空气流动路径,使热空气能够均匀地在窑内循环,避免出现局部温度过低的情况。改进木材堆放:确保木材在烘干窑内堆放整齐、合理,留出足够的通风空间,使热空气能够充分接触木材表面,提高热量传递效率。避免木材堆积过密或堵塞通风通道,影响空气流通和热量分布。此外,还需定期对烘干窑的保温层进行检查和维护,如有破损或老化,及时修复或更换,以减少热量散失,保证烘干窑的加热效果。新型木材烘干窑技术结合热泵技术,升温速度快且温度稳定,缩短木材烘干周期。丽水木材烘干窑炭化窑

速生材如杨木、桉树等,生长速度快,材质较松软,烘干过程中易出现变形。我们针对速生材特性研发的烘干窑,采用低温慢烘的工艺,初始温度设定在 30 - 40℃,随着烘干进程逐步升温。通过增加缓苏阶段,让木材内部水分充分扩散,减少内应力。处理后的速生材,力学性能得到改善,可用于制作人造板、包装材料等,提高速生材的利用价值。木材烘干窑的日常维护是否便捷,直接影响设备的使用寿命和运行效率。我们的模块化木材烘干窑,各功能部件采用模块化设计,如加热系统、风机、传感器等均可拆卸更换。窑体内部采用光滑的不锈钢材质,便于清洁,减少木材碎屑和杂质的堆积。设备配备故障自检功能,能及时提示需要维护的部件,降低维护难度和成本,确保设备长期稳定运行。烘干木材烘干窑设备技术蒸汽木材烘干窑采用密闭式设计,减少热量流失,降低能耗,符合节能环保生产需求。

为防止木材在烘干窑设备中烘干时开裂,可从烘干前处理、烘干过程控制以及烘干后处理等方面采取措施,烘干前处理:合理选材:尽量选择纹理直、无明显缺陷、含水率均匀的木材进行烘干。避免选用有裂缝、节疤较多或含水率过高的木材,因为这些木材在烘干过程中更容易出现开裂等问题。预加工处理:对于一些较大尺寸或形状不规则的木材,可在烘干前进行适当的预加工,如将木材锯成合适的尺寸和形状,减少木材内部的应力集中。也可采用水浸、水煮等方法对木材进行预处理,使木材内部的水分分布更加均匀,降低烘干过程中的开裂风险。
按干燥介质循环特性分类自然循环干燥窑:依靠冷热气体密度差异引起循环,热气体轻而上升,冷气体重而下降,干燥介质流动方向大体垂直,循环速度很低。强制循环干燥窑:用通风机械鼓动干燥介质造成循环,流过材堆的理论循环速度为 1m/s 以上,为使干燥均匀,比较好是可逆的,即定期改变干燥介质流过材堆的方向。使用注意事项准备工作:将木材合理堆放在干燥窑内,留出适当通风空间,检查干燥窑的设备是否正常。设定参数:根据木材的种类、厚度等因素,设定合适的温度、湿度和干燥时间等参数。监测与调整:定期监测木材的含水率以及窑内的温度、湿度等参数,根据监测结果适时调整干燥参数。干燥结束:当木材达到预定的含水率时,停止加热和通风,让木材在窑内自然冷却一段时间后取出。木材烘干窑设备的湿度传感器需定期校准,确保能准确反馈窑内湿度,避免木材过干或过湿。

古建筑修缮中,所用木材需要与原有建筑木材的性能相匹配,烘干处理需格外谨慎。我们的古建筑木材烘干窑,采用模拟自然干燥的工艺曲线,烘干过程温和,尽量保留木材的原有特性。对于樟木、楠木等古建筑常用木材,能在降低含水率的同时,减少木材颜色和纹理的改变。处理后的木材稳定性好,能很好地融入古建筑结构,保证修缮后的建筑质量和历史风貌。多层板生产中,单板的烘干质量直接影响胶合强度。我们的多层板单板烘干窑,采用网带式输送,单板受热均匀,烘干速度快。对于厚度 0.5 - 1.5mm 的单板,烘干时间可控制在 30 - 60 分钟,且含水率偏差小。设备配备自动纠偏装置,避板在输送过程中跑偏受损,提高单板的合格率。同时,窑内废气经过处理后排放,符合环保要求,适合多层板生产企业长期使用。低温除湿木材烘干窑工艺适用于珍贵木材,能较大程度保留木材天然纹理与材质特性。南京高频真空木材烘干窑机
平衡处理前置的木材烘干窑工艺,先让木材内外含水率趋于平衡,减少干燥后的应力变形。丽水木材烘干窑炭化窑
艺术木雕作品对木材的稳定性要求极高,细微的变形都可能影响作品的艺术效果。我们为木雕行业定制的小型精细烘干窑,容积 5 - 10 立方米,采用多段式湿度调节工艺。在烘干过程中,通过缓慢降低湿度,让木材内部水分均匀排出。针对雕刻常用的黄杨木、紫檀木等,能将含水率控制在 6% - 10%,木材质地更加致密,便于雕刻出精细的花纹,减少雕刻过程中木材崩裂的风险,提升木雕作品的成功率。集成材生产中,木材拼接前的含水率一致性至关重要。我们的集成材烘干窑,通过独特的气流组织设计,确保窑内每一层木材都能受到均匀的热湿作用。对于长度 2 - 6 米的集成材毛料,烘干后同一批次木材的含水率差异可控制在 1% 以内,提高了集成材拼接的牢固度和稳定性。同时,该设备烘干周期合理,能与集成材生产线的节奏相匹配,不影响整体生产进度。丽水木材烘干窑炭化窑

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13

- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13




- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02