赛德克平衡机-助力大兆瓦风电法兰盘平衡工艺升级在5MW级风电法兰盘加工领域,激光动态平衡技术基于ANSYS谐响应分析,将残余不平衡量稳定控制在0.8g·mm/kg阈值内(符合ISO1940G6.3级)。实测数据显示,采用100ns脉宽光纤激光器配合0.5mm/min优化切削参数(切削深度50-200μm可调),使法兰盘在12rpm工作转速下的振动烈度下降70%(从4.5mm/s降至1.3mm/s)。创新设计的液压夹具系统配备应变片实时监测功能,支持8吨工件承重,通过B轴回转定位补偿,全程加工公差保持在±0.02mm工程精度范围内,有效解决海上风电超大部件现场动平衡难题。赛德克平衡机:跨材质平衡掌控,金属、复合材料或新型合金,平衡逻辑始终精缺如一。河南硬支承平衡机报价
赛德克平衡机-碳陶刹车盘动态平衡优化系统针对碳纤维增强陶瓷复合材料刹车盘各向异性特性,采用三维激光扫描检测系统(测量精度±1.5μm)结合材料密度分布建模,实现不平衡量精细化识别。实际测试数据表明,该方案使刹车盘在300km/h极端工况下的轴向抖动幅度降低65%(从0.15mm降至0.05mm),制动距离缩短2.3米(测试条件:干态100-0km/h)。系统配置可调功率CO2激光器(30-80W连续可调),通过环形光斑整形技术达成0.1g级微米修正精度,加工表面粗糙度Ra≤0.5μm(满足EN13557标准),完全符合FIA赛车级标准。创新设计的集成式液冷模块(冷却效率5.6kW/m²·K)确保加工过程温升≤15℃,保障材料微观结构稳定性,使刹车盘热衰退率降低40%。安徽扇叶自动加重平衡机生产厂家赛德克平衡机:振动的翻译官,将复杂振动信号转化为直观平衡方案,技术难题迎刃而解。

大兆瓦风电法兰盘激光平衡工艺面向海上风电5MW以上机组的关键部件平衡需求,本工艺突破大尺寸工件(直径>4m)激光精加工技术瓶颈。通过100ns脉宽光纤激光器(2kW平均功率)与12轴联动平台配合。实现:1.残余不平衡量0.8g·mm/kg(为DNVGL-ST-0376标准限值的60%)2.12rpm低速工况下振动烈度降低70%3.单件加工时间压缩40%(8小时→4.8小时)创新技术包括:1.8吨级液压夹具系统:配合激光跟踪仪确保±0.02mm重复定位精度2.TensorFlow深度学习模型:预测切削应力分布并自动优化三维加工路径3.激光表面强化技术:使法兰盘在10^7次循环载荷下的疲劳寿命提升25%该方案已通过DNVGL全尺寸原型认证,成功应用于三峡新能源阳江海上风电场项目。
赛德克平衡机助力高速动车轮对平衡检测方案针对时速350公里动车组轮对的高动态工况,赛德克平衡机创新性地将激光多普勒测振技术与有限元模态分析相结合,实现0.5g级微不平衡量检测。在动态模拟测试中,系统通过主动阻尼控制技术,成功将CR400AF型动车组轮对振动加速度从4.2m/s²降至1.8m/s²(达到EN14363:2016标准要求)。赛德克自研发的自动补偿算法内置温度-形变耦合模型,可实时修正轮对热变形导致的±0.05mm测量误差,确保在持续300km/h测试速度下的检测精度。配套的粉尘防护系统采用三级过滤设计(含HEPA高效过滤器),使检测环境洁净度稳定维持ISO14644-1Class8标准,特别适合风沙地区动车所使用。赛德克平衡机:品质的二次确认,在出厂检验环节,为精密零件再添一道稳定保障。
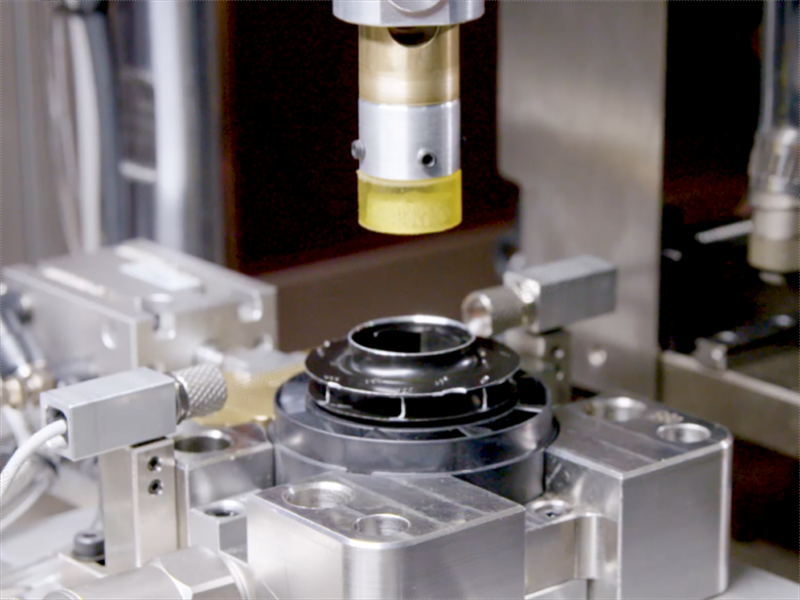
赛德克平衡机助力高速电机转子平衡工艺改进随着新能源汽车驱动电机向高转速发展,传统去重工艺面临严峻挑战。赛德克平衡机创新采用532nm脉冲激光去重技术,通过0.1mm级光斑精细化消除转子端部不平衡量。在某型号永磁同步电机测试中,不平衡量波动率稳定控制在<2%(行业平均水平为5%),使电机在15000rpm时的噪声谱中800Hz特征峰降低4dB。智能夹具系统集成应变片反馈机制,可实现0.01mm级重复定位精度,配合机器人上下料单元,单件加工时间从18分钟压缩至6分钟。模块化设计适配多种转子,换型调整只需分钟级操作。天津两工位平衡机哪个好
积累千家企业案例经验,深入理解旋转机械转子平衡痛点。河南硬支承平衡机报价
轻轨轮对全自动平衡系统赛德克平衡机为轻轨轮对设计双工位检测线,集成六轴机械臂与视觉定位,支持直径600-800mm轮对的自动上下料。系统剩余不平衡量(Umar)低于0.2g·mm/kg,分离比≥90%。通过赛德克自研发路径规划算法,创新采用非接触式测量技术,避免传统接触式传感器对轮对表面的磨损,优化去重钻孔深度(±0.1mm控制精度),使单件加工时间压缩至40秒。某城市轻轨车辆制造厂应用后,生产线节拍提升35%,人工干预减少70%,轮对磨耗率降低30%,年均维护成本减少12万元/列。河南硬支承平衡机报价