- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
精密仪器制造行业对零件的精度和稳定性要求极高,金属注射成型(MIM)技术正在改变行业的制造格局。伊比精密科技有限公司为测量仪器、光学设备、分析仪器等提供高精度MIM零件。公司生产的仪器支架、光学调整座、传感器外壳等部件,具有尺寸稳定、形位公差小、机械性能优良的特点。通过MIM技术,伊比精密实现了复杂内部结构和精密外部特征的同步成型,提高了仪器的整体性能和可靠性。这些精密零件为科学仪器、工业检测设备、实验室仪器等领域提供了重要的技术支撑。高温烧结使MIM毛坯致密化,达到高性能配件。广东金属注射成型市场
对于精密零部件制造而言,质量是企业的生命线。伊比精密科技构建了一套多方位、多维度的质量保证体系,贯穿于产品实现的每一个环节。从源头开始,对 incoming 的金属粉末和粘结剂进行严格检测;在生产过程中,实施首检、巡检和末检制度,利用卡尺、光学影像测量仪、三坐标测量机(CMM)等对产品尺寸进行精密监控;在实验室,对烧结后的成品进行拉伸、硬度、金相分析等力学性能测试,确保其性能达标。公司通过了ISO 9001质量管理体系认证和IATF 16949汽车行业质量体系认证,并严格按照体系要求执行,确保过程的规范化和标准化。正是这种对品质一丝不苟的追求,使得伊比精密赢得了众多世界500强和行业头部企业的长期信任与合作,成为了较好MIM产品的代名词。不锈钢金属注射成型结构件碳化钨MIM刀具耐磨性,用于精密机械加工。
金属注射成型中钛合金金属注射成型是技术难度较高的领域,但对航空航天、户外应用行业,医疗器械等行业具有重要意义。钛合金MIM需要采用特殊的粘结剂体系和严格的工艺控制,以防止碳、氧等杂质的污染。烧结过程通常在高真空环境下进行,温度控制要求极为精确。Ti-6Al-4V,TC4是常用的MIM钛合金,其制品具有比重轻、强度高、生物相容性好等优点。由于钛合金成本较高,通常用于附加值较高的品牌领域,如医疗植入物、航空航天零件等。
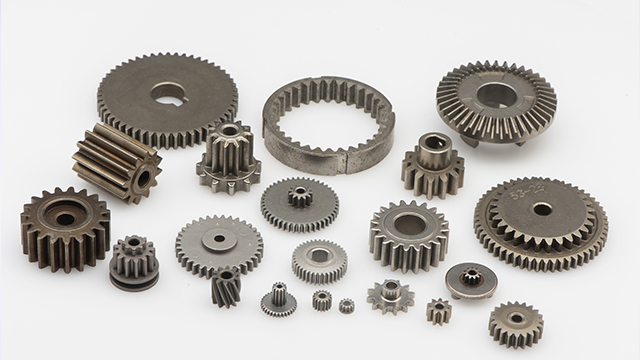
铁基材料是金属注射成型中经常用的材料体系之一,以其良好的力学性能和成本优势获得广泛应用。在MIM工艺中,铁基材料通常采用微米级铁粉,通过添加适量的碳和其他合金元素来调节材料性能。这类材料经过烧结后可以达到较高的密度和强度,适用于制造结构件和机械零件。生产过程中需要严格控制烧结气氛,防止氧化现象发生。铁基MIM制品具有良好的耐磨性和一定的耐腐蚀性,在汽车零件、工具配件,锁具配件等等领域有着稳定的应用需求。MIM技术为无人机提供轻量化、硬度高的齿轮配件。

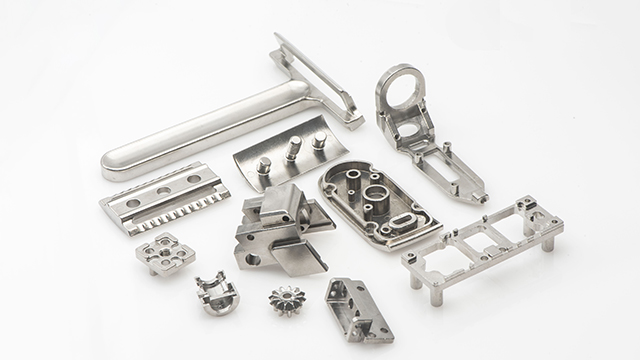
不锈钢材料在MIM工艺中的特性表现不锈钢材料在金属注射成型领域占据重要地位,其中316L和17-4PH两种牌号应用**为***。316L不锈钢以其优异的耐腐蚀性能,特别适用于医疗器械、食品机械等要求较高的领域。17-4PH不锈钢可通过时效热处理获得更高的强度,常用于需要良好力学性能的结构件。MIM工艺可以成型复杂结构的不锈钢零件,且产品具有各向同性好、尺寸精度高的特点。在生产过程中,需要特别注意烧结气氛的控制,以确保材料获得比较好的耐腐蚀性能。氧化铝陶瓷MIM制成耐高温、绝缘的电子封装外壳。东莞金属注射成型厂家
不锈钢MIM纤维头,是喷砂、表面处理的重要工具。广东金属注射成型市场
金属注射成型(MIM)是一项流程长、技术密集的工艺,涉及喂料、注射、脱脂、烧结等多道工序,任何环节的波动都会直接影响最终产品的性能。伊比精密科技的核心竞争力之一在于实现了从粉末原料到成品的全制程垂直整合与精密管控。公司拥有先进的混料设备确保喂料均匀性,高精度的注塑机保证成型一致性,采用品牌的催化脱脂和高温烧结炉精确控制产品收缩率和金相组织。此外,伊比大力推行智能制造,在生产线上引入自动化设备和在线检测系统,实时监控关键工艺参数,大幅提升了生产效率和产品良率。这种对全流程的深度掌控能力,确保了伊比精密能够为客户持续稳定地大批量提供高性能、高一致性、高可靠性的MIM产品,奠定了其在行业中的较好的名声。广东金属注射成型市场
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

专业摄影镜头对光轴的对齐情况有着较高要求,卡口座作为连接件,需要具备较强的抗形变能力。钛合金由于其热膨胀系数小、强度理想,能确保在不同温差环境下卡口的尺寸稳定性。采用MIM工艺制造的卡口座,可以预留细致的电子触点槽位,减少了组装的复杂程度。钛合金表面经过处理后,不仅耐磨表现出众,且能展现出稳重的质感。对于摄影师而言,钛合金构件带来的可靠性与轻便性,是应对户外拍摄任务的关键因素,支撑了光学器材的市场表现。手机中框、折叠屏铰链。钛合金MIM以轻盈、定义下一代手持设备。mim工艺金属注射成型加工在追求音色反馈与耐用性的乐器配件市场,钛合金以其独特的声学特性脱颖而出。钛合金拾音器外壳不仅能提供有效的电...
- 中山医疗金属注射成型 2026-05-05
- 河源铁金属注射成型 2026-05-05
- 盐城国内金属注射成型 2026-05-05
- 深圳全国金属注射成型 2026-05-05
- 智能金属注射成型厂家 2026-05-05
- mim工艺金属注射成型 2026-05-05
- 大型金属注射成型零件 2026-05-05
- 湖北精密金属注射成型 2026-05-05
- 泰州智能金属注射成型 2026-05-05
- 盐城304金属注射成型 2026-05-05




- 江苏附近金属注射成型 2026-05-05
- 湛江表壳金属注射成型 2026-05-05
- 汕头锁金属注射成型 2026-05-05
- 广州金属注射成型平台 2026-05-05
- 淮安金属注射成型厂 2026-05-05
- 河源精密金属注射成型 2026-05-05





- 智能金属注射成型厂家 05-05
- mim工艺金属注射成型 05-05
- 大型金属注射成型零件 05-05
- 湖北精密金属注射成型 05-05
- 泰州智能金属注射成型 05-05
- 盐城304金属注射成型 05-05
- 北京不锈钢金属注射成型 05-05
- 扬州金属注射成型结构 05-05
- 全国金属注射成型零件 05-05
- 湖南结构件金属注射成型 05-05