- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
人员培训与管理操作人员培训:所有参与木材烘干窑操作的人员都必须经过专业培训,熟悉设备的工作原理、操作方法和安全注意事项,掌握应急处理技能。未经培训合格的人员不得上岗操作。制定安全制度:建立健全的安全管理制度,明确操作人员的职责和操作规程,要求操作人员严格遵守。同时,要定期对安全制度的执行情况进行检查和考核,确保制度的有效落实。应急处理预案:制定完善的应急处理预案,包括火灾、、漏电等事故的应急处置措施。定期组织员工进行应急演练,让员工熟悉应急流程,提高应对突发事故的能力。配备必要的消防器材和应急救援设备,并定期进行检查和维护,确保其在紧急情况下能正常使用。编辑分享木材烘干窑设备在烘干过程中如何防止木材开裂?木材烘干窑设备操作过程中发生紧急情况如何处理?推荐一些木材烘干窑设备的安全操作视频实木木材烘干窑设备调试需校准温度传感器,确保窑内温度显示准确,保障烘干质量。徐州蒸汽木材烘干窑设备调试

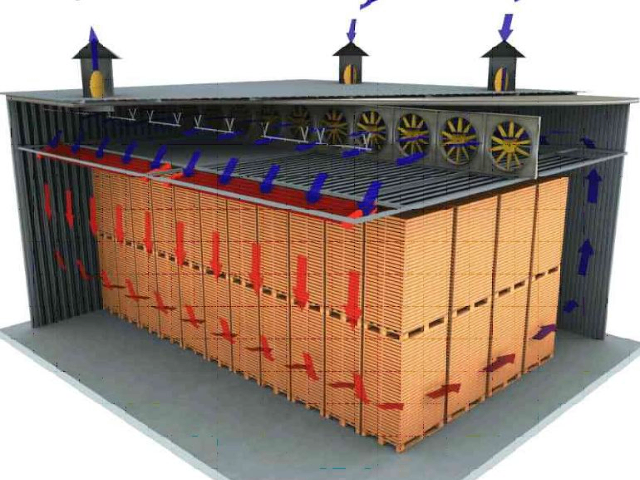
木材烘干窑作为木材加工环节中的关键设备,其作用是通过科学调控温度、湿度和风速,去除木材内部多余水分,让木材达到稳定的含水率状态。在木材加工行业中,未经烘干处理的木材容易出现开裂、变形等问题,直接影响后续产品的质量与使用寿命。而一款质量的木材烘干窑,能够根据不同树种、不同规格的木材特性,定制专属的烘干工艺曲线。例如针对松木这类软质木材,可采用较低的初始温度和较慢的升温速率,避免木材表面过早硬化导致内部水分难以排出;对于硬木如橡木,则需适当提高烘干温度并延长保温时间,确保木材内外含水率均匀。同时,现代木材烘干窑大多配备了智能控制系统,操作人员只需在控制面板上设定相关参数,设备便能自动监测并调整烘干环境,不仅降低了人工操作的难度,还提升了烘干过程的稳定性和一致性,为木材加工企业提供了高效、可靠的烘干解决方案。淮安导热油木材烘干窑设备调试数字化木材烘干窑技术支持远程查看烘干进度,方便企业管理人员实时把控生产。

对于需要出口的木材产品,其含水率需符合进口国的标准。我们的出口木材烘干窑,可根据不同国家和地区的要求,精细调控烘干参数。例如,针对欧洲市场的木材,能将含水率控制在 8% 以下,满足其严格的质量标准。设备运行过程中会自动记录烘干曲线和含水率变化数据,可生成详细的检测报告,为木材出口提供有力的质量证明,减少贸易过程中的质量争议。食用菌种植中,培养料的木材需要进行烘干处理以去除多余水分,为菌丝生长创造适宜环境。我们的食用菌木材烘干窑,温度控制范围在 50 - 70℃,适合处理香菇、木耳等食用菌培养用的杂木。烘干后的木材含水率在 15% - 20%,既有利于灭菌处理,又能为菌丝生长提供合适的湿度条件。设备操作简单,能耗低,能满足中小型食用菌种植基地的需求。
木材烘干窑设备常见故障包括加热系统故障、通风系统故障、湿度控制系统故障和控制系统故障等,以下是具体分析:通风系统故障风机故障:风机是通风系统的部件,常见故障有风机叶轮损坏、风机轴断裂、电机烧毁等。这些故障会导致风机无法正常运转,或者风量不足,影响窑内空气循环和木材干燥速度。通风管道堵塞:长期使用后,通风管道内可能会积累大量的木屑、灰尘等杂物,导致通风不畅。这不仅会影响空气循环,还可能造成局部压力过大,损坏通风设备。实木木材烘干窑设备调试时需测试排湿系统,保证湿气及时排出,维持窑内湿度稳定。

木材烘干窑设备常见故障包括加热系统故障、通风系统故障、湿度控制系统故障和控制系统故障等,以下是具体分析:加热系统故障加热温度不足:可能是加热管损坏,部分加热管无法正常工作,导致加热功率下降;或者是加热管表面结垢严重,影响热量传递;也可能是燃料供应不足,如燃气管道堵塞、燃油泵故障等,导致燃烧不充分,无法提供足够的热量。温度不均匀:烘干窑内不同位置的温度差异较大,可能是加热管分布不合理,或者是窑内空气循环不畅,导致热量无法均匀分布;此外,木材堆放方式不当,也会影响热量传递,造成局部温度过高或过低。新型热泵木材烘干窑技术,利用空气能加热,能耗低且环保,符合现代绿色生产需求。宁波杉木木材烘干窑流程
实木木材烘干窑流程中,烘干阶段需根据木材种类调整温度,通常控制在 40-80℃区间。徐州蒸汽木材烘干窑设备调试
设备检查窑体密封性:检查窑门、通风口、管道接口等部位的密封情况,避免热气、湿气泄漏,影响温度和湿度的稳定性,同时降低能耗。系统功能测试:加热系统:测试蒸汽阀、电加热管、燃烧器等是否正常工作,确保热源供应稳定。调湿系统:检查加湿器、喷蒸装置、排气扇的运行状态,保证湿度调节精细。气流循环系统:确认风机转向正确、风力均匀,无异常噪音(若风机故障,可能导致局部温度过高或气流停滞)。控制系统:校准温湿度传感器、含水率监测仪等仪器,确保数据显示准确,避免因参数误判导致干燥缺陷。徐州蒸汽木材烘干窑设备调试

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13


- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13




- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02