- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
古建筑修缮中,所用木材需要与原有建筑木材的性能相匹配,烘干处理需格外谨慎。我们的古建筑木材烘干窑,采用模拟自然干燥的工艺曲线,烘干过程温和,尽量保留木材的原有特性。对于樟木、楠木等古建筑常用木材,能在降低含水率的同时,减少木材颜色和纹理的改变。处理后的木材稳定性好,能很好地融入古建筑结构,保证修缮后的建筑质量和历史风貌。多层板生产中,单板的烘干质量直接影响胶合强度。我们的多层板单板烘干窑,采用网带式输送,单板受热均匀,烘干速度快。对于厚度 0.5 - 1.5mm 的单板,烘干时间可控制在 30 - 60 分钟,且含水率偏差小。设备配备自动纠偏装置,避板在输送过程中跑偏受损,提高单板的合格率。同时,窑内废气经过处理后排放,符合环保要求,适合多层板生产企业长期使用。木材烘干窑设备的选型需根据木材烘干量、种类确定,确保设备产能与生产需求匹配。木材烘干窑含水率

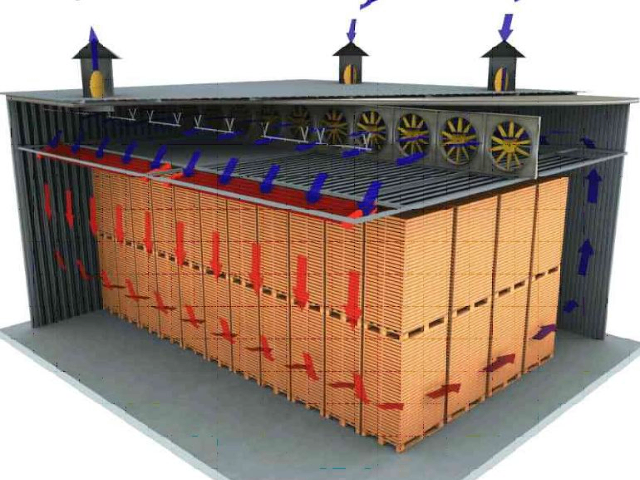
按干燥介质循环特性分类自然循环干燥窑:依靠冷热气体密度差异引起循环,热气体轻而上升,冷气体重而下降,干燥介质流动方向大体垂直,循环速度很低。强制循环干燥窑:用通风机械鼓动干燥介质造成循环,流过材堆的理论循环速度为 1m/s 以上,为使干燥均匀,比较好是可逆的,即定期改变干燥介质流过材堆的方向。使用注意事项准备工作:将木材合理堆放在干燥窑内,留出适当通风空间,检查干燥窑的设备是否正常。设定参数:根据木材的种类、厚度等因素,设定合适的温度、湿度和干燥时间等参数。监测与调整:定期监测木材的含水率以及窑内的温度、湿度等参数,根据监测结果适时调整干燥参数。干燥结束:当木材达到预定的含水率时,停止加热和通风,让木材在窑内自然冷却一段时间后取出。金华高频真空木材烘干窑设备新型热泵木材烘干窑技术,利用空气能加热,能耗低且环保,符合现代绿色生产需求。

对于木材加工小微企业而言,选择一款性价比高的木材烘干窑至关重要。这类企业通常生产规模较小,资金相对有限,对烘干设备的投入成本较为敏感,同时又需要保证烘干质量以满足客户需求。市面上针对小微企业推出的小型木材烘干窑,通常具有占地面积小、操作简便、投资成本低等特点。例如一款容量为 5-10 立方米的小型烘干窑,不仅适合小微企业的生产需求,还能灵活放置在厂房内的闲置空间,无需专门建设大型烘干车间。在功能方面,虽然小型烘干窑的容积较小,但同样配备了基础的温度、湿度控制系统,能够满足常见树种木材的烘干要求。此外,部分小型烘干窑还采用了节能环保的加热方式,如空气能加热、生物质颗粒加热等,相比传统的燃煤加热方式,不仅降低了能源消耗成本,还减少了废气排放,符合当前环保政策要求,帮助小微企业在控制成本的同时,实现绿色生产。
结构与工作原理主要结构窑体:提供密闭空间,用于容纳待干燥的木材。加热系统:利用热能介质如蒸汽、热风等加热空气,提高窑内温度,为木材干燥提供热量。调湿系统:通过控制进排气道,调节窑内空气湿度,满足木材干燥过程中对湿度的要求。气流循环系统:通过风机等设备,使窑内空气循环流动,确保木材受热均匀,提**燥效率。控制系统:根据木材干燥工艺要求,自动调节加热、调湿和气流循环等参数,确保木材干燥质量。工作原理:木材干燥窑通过加热系统提高窑内温度,利用调湿系统控制窑内湿度,并通过气流循环系统使窑内空气循环流动,从而使木材中的水分蒸发并排出窑外,达到干燥的目的。木材烘干窑设备的输送带速度可根据木材厚度调整,确保木材在窑内有足够烘干时间。

干燥炉主体:是烘干窑的主要部分,主要由炉门及炉膛、热能交换系统、蒸汽发生装置、助燃装置、清灰口、风机、烟囱等部分构成。烘干房:用于放置待烘干的木材,内部通常设有木材堆放架或输送装置,以保证木材在烘干过程中能够充分接触热空气,实现均匀干燥。热风蒸汽输送管道:负责将干燥炉主体产生的热风或蒸汽输送到烘干房内,使热空气或蒸汽能够在烘干房内循环流动,与木材进行热量和水分的交换。回收管道:用于回收烘干过程中产生的湿热空气,经过处理后可再次利用,提高能源利用效率,降低能耗。闸阀:安装在管道上,用于控制热风、蒸汽或湿热空气的流量和流向,确保烘干窑内的温度、湿度和气流分布符合干燥工艺要求。温湿度仪表:用于实时监测烘干窑内的温度和湿度,为操作人员提供准确的数据,以便根据木材的干燥情况及时调整烘干参数,保证烘干质量。木材烘干窑设备需定期维护保养,清洁加热管与换热器,保障设备加热效率。无锡家具木材烘干窑设备安装
实木木材烘干窑设备调试需校准温度传感器,确保窑内温度显示准确,保障烘干质量。木材烘干窑含水率
木材烘干窑的温度控制系统是确保烘干过程稳定进行的。温度控制的准确性直接影响木材的烘干质量,若温度过高,容易导致木材表面碳化、开裂;若温度过低,则会延长烘干周期,降低生产效率。现代木材烘干窑的温度控制系统通常采用闭环控制方式,通过温度传感器实时采集烘干窑内的温度数据,并将数据反馈给控制器。控制器根据预设的温度曲线,与实际采集到的温度数据进行对比,计算出温度偏差,然后通过控制加热设备的输出功率来调整烘干窑内的温度,使实际温度始终保持在设定的范围内。例如在烘干松木时,预设的温度曲线可能为:预热阶段温度从室温升至 40℃,保持 2 小时;然后进入升温阶段,以每小时 2℃的速度将温度升至 55℃,保持 8 小时;进入降温阶段,以每小时 3℃的速度将温度降至 30℃,完成烘干。温度控制系统会严格按照这个曲线进行控制,确保每个阶段的温度都能精细达标。此外,部分木材烘干窑还具备温度补偿功能,能够根据烘干窑内不同区域的温度差异,自动调整各区域的加热设备,实现窑内温度的均匀分布,进一步提高烘干质量。木材烘干窑含水率
缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13


- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13




- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02