- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
玻璃纤维瓦楞机的工作原理精巧而复杂,宛如一部精密的交响乐,各个环节紧密配合,共同奏响高效生产的乐章。整个工作流程主要涵盖送纸、瓦楞成型、定型与切割、收纸与打包这四大关键阶段。送纸环节是整个生产流程的起点,其重要性不言而喻。在这个阶段,卷装的玻璃纤维纸宛如沉睡的巨龙,被缓缓唤醒并送入后续的加工环节。送纸机构堪称这一阶段的重心,它主要由放卷装置、张力控制系统以及导纸装置协同构成。放卷装置宛如一位经验丰富的指挥家,精细地控制着玻璃纤维纸卷的展开速度,确保纸张能够持续、稳定地供应。玻璃纤维瓦楞机的传动部件设计精巧,保证了物料输送的平稳性和连续性。RTO废气处理玻璃纤维瓦楞机图片

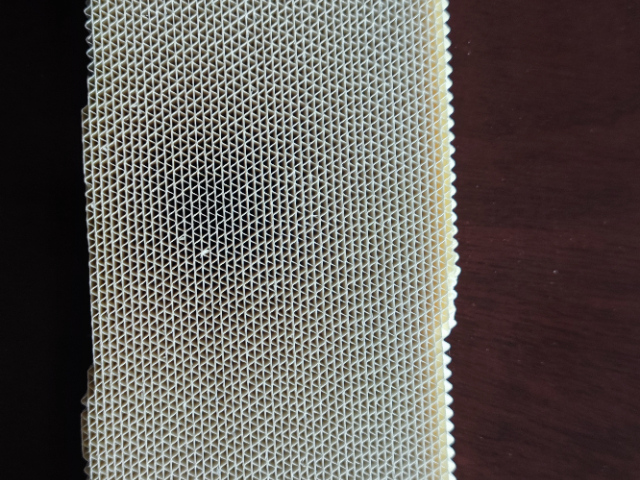
玻璃纤维瓦楞机的型号分类通常依据产品幅宽、生产速度和成型方式,形成了覆盖不同应用场景的完整产品线。这种多样化的产品矩阵,既是市场需求驱动的结果,也是技术持续创新的体现。按幅宽规格划分,玻璃纤维瓦楞机可分为窄幅(≤1000mm)、中幅(1000-2000mm)和宽幅(≥2000mm)三大类。窄幅机型如QWJ-650型,幅宽650mm,主要用于生产小型环保设备用瓦楞模块或异形件;中幅机型(1200-1600mm)广泛应用于建筑采光板、普通集装箱侧板等标准化产品;宽幅机型则主要生产大型储罐、风电叶片外壳等特种制品,最大幅宽可达4000mm以上,需要多组成型单元协同工作。无锡陶瓷纤维蜂窝模块玻璃纤维瓦楞机设备在家电包装领域,玻璃纤维瓦楞板可替代EPE泡沫,提供防震保护的同时降低综合包装成本。

现代玻璃纤维瓦楞机的基本结构可分为六大系统:放卷机构、浸胶系统、成型装置、固化单元、切割系统及控制系统。以双曲面瓦楞玻璃钢容器制作装置为例,其重心创新在于采用可伸缩的扇形板组合结构,通过大扇形板与小扇形板的间隔排布形成圆筒状模具,配合中心轴旋转实现连续缠绕成型。这种设计使传统需要人工内贴的成型工艺实现了机械化,生产周期从数小时缩短至约一小时,明显提升了生产效率与产品一致性。成型系统作为设备的"心脏",其设计直接决定了瓦楞制品的精度与性能。
适配特殊需求的功能
耐高温处理适配考虑到玻璃纤维材料的耐高温特性,设备部分组件采用耐高温设计,可适应加工过程中的高温环境,保证在处理需高温固化的制品时稳定运行。抗腐蚀结构设计与粘结剂、树脂等接触的部件采用耐化学腐蚀材料制作,避免因长期接触腐蚀性物质而损坏,延长设备使用寿命。
玻璃纤维瓦楞机的作用是将玻璃纤维基材转化为具有瓦楞结构的度制品,通过成型、复合、定型等一系列加工,赋予产品优异的力学性能(如抗压、抗弯)和化学稳定性(如耐酸碱、耐高温)。其功能设计充分适配玻璃纤维材料的特性,既能保证瓦楞结构的成型,又能通过复合、浸渍等工艺增强产品性能,满足建筑、化工、交通等领域对特种瓦楞制品的需求。 集成AI视觉检测系统,可自动识别表面缺陷(如气泡、纤维外露),并联动调整工艺参数进行实时修正。
工业建筑采光系统中,玻璃纤维瓦楞板的优势体现在极端环境下的长期稳定性。以 900 型波浪板为例,其透光率可达 80% 以上,且通过特殊的散射光设计,能有效消除厂房内的眩光问题,比普通平板玻璃减少照明能耗 40%。在沿海地区的化工厂房应用中,这种瓦楞板表现出优异的抗盐雾腐蚀性能,使用寿命可达 15 年,是彩钢板的 3 倍以上。某石化园区的改造项目显示,采用 FRP 瓦楞板替代传统玻璃天窗后,不仅维护成本降低 60%,还因自重减轻(只为玻璃的 1/4)使屋面承重结构造价减少 25%。其独特的加热固化技术,使玻璃纤维在成型过程中迅速达到理想的物理性能状态。脱硝催化玻璃纤维瓦楞机操作流程
加工后的转盘片边缘进行倒角处理,以防使用中划伤。RTO废气处理玻璃纤维瓦楞机图片
生产速度是衡量设备效率的重心指标,不同机型的速度范围差异明显。普通建筑用瓦楞板生产线速度可达10-15m/min,而精密环保模块生产线为保证成型质量,速度通常控制在3-5m/min。值得注意的是,速度并非越高越好,需要与材料固化特性相匹配。例如,采用快速固化树脂体系的设备,在保证固化度的前提下可实现高速生产,而厚壁制品则需要较低速度以确保树脂充分浸润和固化。按成型方式分类,可分为辊压成型、缠绕成型和模压成型三大类。辊压成型机通过连续辊压实现线性制品生产,适合大批量标准化产品;缠绕成型机如双曲面瓦楞容器制作装置,通过中心轴旋转带动模具运动,可生产圆柱形、锥形等回转体构件,其大扇形板和小扇形板的数量通常为4-16块,通过伸缩实现自动脱模;模压成型机则适用于复杂形状制品,采用液压系统提供成型压力,单次成型时间较长但制品精度高。RTO废气处理玻璃纤维瓦楞机图片
- 江阴RTO废气处理玻璃纤维瓦楞机 2026-03-22
- 无锡玻璃纤维瓦楞玻璃纤维瓦楞机公司 2026-03-22
- 无锡玻璃纤维模块玻璃纤维瓦楞机图片 2026-03-21
- 江苏VOCs催化燃烧玻璃纤维瓦楞机直销 2026-03-20
- 江苏脱硫脱硝玻璃纤维瓦楞机图片 2026-03-20
- 江阴沸石转轮玻璃纤维瓦楞机 2026-03-20
- 江苏陶瓷纤维玻璃纤维瓦楞机图片 2026-03-20
- 江苏玻璃纤维玻璃纤维瓦楞机 2026-03-20
- 无锡玻璃纤维瓦楞玻璃纤维瓦楞机生产厂家 2026-03-20
- 江阴VOCs催化燃烧玻璃纤维瓦楞机价格 2026-03-20
- 江苏玻璃纤维瓦楞玻璃纤维瓦楞机工艺 2026-03-20
- 玻璃纤维瓦楞机视频 2026-03-19