- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
金属注射成型(MIM)是一项流程长、技术密集的工艺,涉及喂料、注射、脱脂、烧结等多道工序,任何环节的波动都会直接影响最终产品的性能。伊比精密科技的核心竞争力之一在于实现了从粉末原料到成品的全制程垂直整合与精密管控。公司拥有先进的混料设备确保喂料均匀性,高精度的注塑机保证成型一致性,采用品牌的催化脱脂和高温烧结炉精确控制产品收缩率和金相组织。此外,伊比大力推行智能制造,在生产线上引入自动化设备和在线检测系统,实时监控关键工艺参数,大幅提升了生产效率和产品良率。这种对全流程的深度掌控能力,确保了伊比精密能够为客户持续稳定地大批量提供高性能、高一致性、高可靠性的MIM产品,奠定了其在行业中的较好的名声。脱脂时间与温度需根据产品壁厚进行精细化调整。河北国内金属注射成型

智能家居行业的快速发展,对产品的外观设计和功能集成提出了更高要求。伊比精密科技有限公司运用金属注射成型(MIM)技术,为智能家居产品提供既美观又实用的金属零部件。公司开发的智能门锁结构件、智能音箱金属网罩、智能开关金属支架等产品,完美融合了功能性与美学设计。通过MIM技术,伊比精密实现了复杂曲面、精细孔洞、薄壁结构等设计要素,同时保证了产品的大批量生产质量稳定性。这些精密部件不仅提升了智能家居产品的外观质感,还通过优化结构设计增强了产品的耐用性和可靠性,为智能家居品牌商提供了重要的技术支持。中山机器人金属注射成型MIM喂料制备要求均匀性,直接影响产品质量。
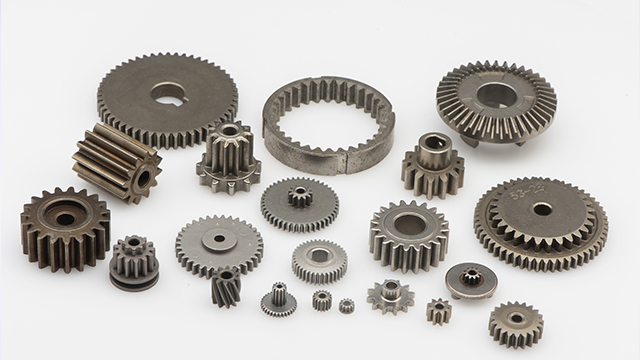
除了消费电子和汽车,伊比精密科技正不断将MIM技术的优势拓展至医疗器械和品牌五金工具等跨界领域。在医疗方面,MIM技术非常适合制造手术器械的关节部件(如腹腔镜剪刀的头部)、牙科正畸中的托槽和牙冠支架、以及骨科手术中的辅助器械零件。这些产品要求极高的尺寸精度、表面光洁度和生物相容性。伊比精密在洁净车间环境下生产,严格管控生产过程,满足医疗行业的法规要求。在五金工具领域,伊比为品牌扳手、螺丝刀、电动工具提供内部的精密齿轮、硬度高套筒和耐用批头。MIM技术制造的这些零件耐磨、耐用,性能远超传统铸造件,提升了专业工具的整体品质和寿命。这些跨界应用充分展现了伊比精密MIM技术的行业适应性和巨大潜力。
在汽车发动机领域,对零部件的耐高温性、耐磨性和精密度的要求极为苛刻。伊比精密科技有限公司突破传统工艺限制,采用金属注射成型(MIM)技术为汽车发动机研发生产关键零部件。公司开发的涡轮增压器叶片、燃油喷射系统零件、可变气门正时系统部件等产品,能够在高温高压环境下保持稳定的性能表现。通过特殊的合金材料配方和工艺优化,伊比精密的MIM产品达到了发动机零件的严苛标准,具有优异的耐热疲劳性能和耐磨性能。这些创新产品的应用,不仅提高了发动机的工作效率,还通过减重设计降低了油耗,为汽车节能减排做出了重要贡献。316L不锈钢是MIM医疗手术器械常用的材料之一。

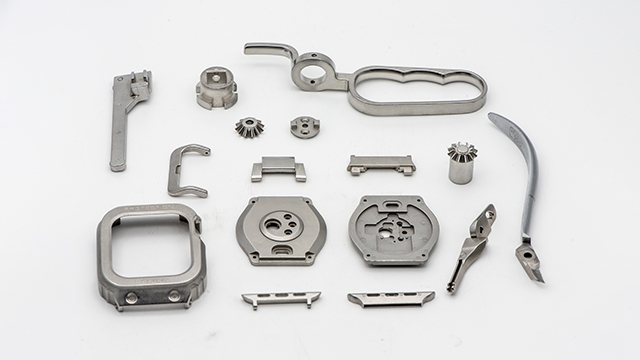
随着智能穿戴设备市场蓬勃发展,金属注射成型(MIM)技术正成为推动行业创新的关键力量。伊比精密科技有限公司凭借其良好的MIM工艺,为智能手表、智能手环、AR/VR设备等穿戴产品提供精密结构件和功能件。公司生产的智能手表表壳、表扣、铰链等部件,不仅具有复杂的立体结构,还能满足穿戴设备对轻量化、硬度高、良好外观的严苛要求。通过MIM技术,伊比精密实现了传统加工难以完成的镂空、薄壁等复杂设计,同时保证了产品的一致性和稳定性。这些精密部件为智能穿戴设备提供了可靠的结构支撑和优雅的外观表现,助力品牌厂商打造更具市场竞争力的产品。不锈钢MIM零件在耐腐蚀环境中表现优异,应用较广。惠州金属注射成型原理
MIM生坯具有一定强度,可进行必要的机械加工。河北国内金属注射成型
注射成型是MIM工艺的主要环节,需要将喂料注入模具型腔形成生坯。这个过程要求精确控制注射温度、压力和速度等参数。注射温度通常略高于粘结剂的熔点,以保证喂料具有良好的流动性。注射压力需要足够大以确保喂料充满模具型腔,同时又要避免产生飞边等缺陷。一些企业如伊比精密通过采用先进的注塑设备和精密的模具设计,实现了复杂结构零件的一次成型。注射成型的生坯需要具有足够的强度以保证后续脱脂工序的顺利进行,这个环节的技术水平直接决定了产品的成型质量。河北国内金属注射成型
深圳市伊比精密科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市伊比精密科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

在户外探索与极端环境下,装备的轻量化与可靠性是生存的保障。钛合金因其出众的比强度与耐候性能,成为多功能战术笔、折叠刀具柄材及便携工具的理想选材。传统的铝合金材料在抗刮擦能力上略显不足,而钢材又增加了携带负担。通过金属注射成型(Ti-MIM)工艺,可以实现工具柄部复杂的防滑纹理与人体工学握持曲线的一次成型。这种工艺大幅提升了零件的几何精度,确保了机械结构的严丝合缝。在现时的户外装备市场,钛合金MIM件不仅减轻了用户的负重,更凭借其抗腐蚀、不生锈的特性,在潮湿或高盐分环境下展现出优异的服役寿命,为专业探险者提供了可靠的硬件辅助。三件合一,一体成型。MIM减少焊缝与螺接,结构更稳固,漏水漏气风险归零...
- 天津钨钢金属注射成型 2026-04-27
- 扬州金属注射成型市场价格 2026-04-27
- 扬州金属注射成型平台 2026-04-27
- 铝合金金属注射成型零件 2026-04-27
- 河北金属注射成型配件 2026-04-27
- mim金属注射成型有多少 2026-04-27
- 梅州金属注射成型结构件 2026-04-27
- 锁具金属注射成型优势 2026-04-27
- 精密金属注射成型市场价格 2026-04-27
- 锁具金属注射成型市场 2026-04-27



- 珠海智能家具金属注射成型 2026-04-26
- 宁波金属注射成型优势 2026-04-26
- 扬州金属注射成型有多少 2026-04-26
- 江苏金属注射成型结构 2026-04-26
- 梅州陶瓷金属注射成型 2026-04-26
- 连云港金属注射成型代加工 2026-04-26




- 河北金属注射成型配件 04-27
- mim金属注射成型有多少 04-27
- 梅州金属注射成型结构件 04-27
- 锁具金属注射成型优势 04-27
- 精密金属注射成型市场价格 04-27
- 锁具金属注射成型市场 04-27
- 中山金属注射成型有多少 04-26
- 中山智能家具金属注射成型 04-26
- 惠州钛金属注射成型 04-26
- 浙江金属注射成型加工 04-26