- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
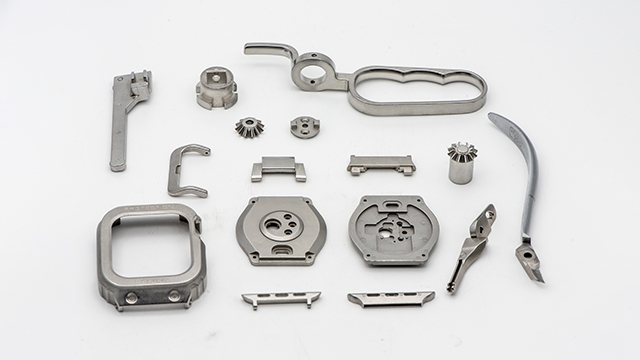
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
金属注射成型MIM工艺全过程需要建立完善的质量控制体系。从原材料入库开始,就需要对金属粉末和粘结剂进行严格检测。生产过程中需要对每个工序的关键参数进行监控和记录,确保工艺稳定性。一些技术型企业如伊比精密通过引入自动化检测设备,实现对产品尺寸和性能的快速检测。所以产品还需要进行更多的性能测试,包括力学性能、金相组织和尺寸精度等。完善的质量控制体系是保证MIM产品质量稳定的重要保障,也是企业核心竞争力的体现。铝合金MIM在消费电子领域应用较广,前景广阔。湛江智能眼镜金属注射成型

金属注射成型中钛合金金属注射成型是技术难度较高的领域,但对航空航天、户外应用行业,医疗器械等行业具有重要意义。钛合金MIM需要采用特殊的粘结剂体系和严格的工艺控制,以防止碳、氧等杂质的污染。烧结过程通常在高真空环境下进行,温度控制要求极为精确。Ti-6Al-4V,TC4是常用的MIM钛合金,其制品具有比重轻、强度高、生物相容性好等优点。由于钛合金成本较高,通常用于附加值较高的品牌领域,如医疗植入物、航空航天零件等。钨钢金属注射成型代加工MIM技术为品牌门锁提供防撬、耐用的主要锁芯。

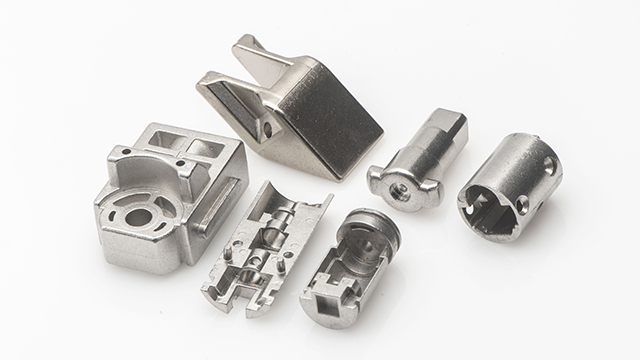
注射成型是MIM工艺的主要环节,需要将喂料注入模具型腔形成生坯。这个过程要求精确控制注射温度、压力和速度等参数。注射温度通常略高于粘结剂的熔点,以保证喂料具有良好的流动性。注射压力需要足够大以确保喂料充满模具型腔,同时又要避免产生飞边等缺陷。一些企业如伊比精密通过采用先进的注塑设备和精密的模具设计,实现了复杂结构零件的一次成型。注射成型的生坯需要具有足够的强度以保证后续脱脂工序的顺利进行,这个环节的技术水平直接决定了产品的成型质量。
除了消费电子和汽车,伊比精密科技正不断将MIM技术的优势拓展至医疗器械和品牌五金工具等跨界领域。在医疗方面,MIM技术非常适合制造手术器械的关节部件(如腹腔镜剪刀的头部)、牙科正畸中的托槽和牙冠支架、以及骨科手术中的辅助器械零件。这些产品要求极高的尺寸精度、表面光洁度和生物相容性。伊比精密在洁净车间环境下生产,严格管控生产过程,满足医疗行业的法规要求。在五金工具领域,伊比为品牌扳手、螺丝刀、电动工具提供内部的精密齿轮、硬度高套筒和耐用批头。MIM技术制造的这些零件耐磨、耐用,性能远超传统铸造件,提升了专业工具的整体品质和寿命。这些跨界应用充分展现了伊比精密MIM技术的行业适应性和巨大潜力。金属注射成型完美制造不锈钢医疗器械,相容性很合适。

铁基材料作为金属注射成型技术中应用*****的材料体系,其重要性不言而喻。这类材料以质量铁粉为主要原料,通过添加精确配比的碳元素及其他合金成分,能够实现材料性能的精细调控。在MIM生产过程中,铁基材料展现出优异的成型性能和烧结特性,经过高温烧结后制品密度可达到理论密度的95%以上,机械性能接近锻件水平。特别值得一提的是,通过调整材料配方和工艺参数,可以获得从低碳钢到高合金钢的多种性能材料,满足不同应用场景的需求。这类材料制成的零件具有优良的耐磨性和抗疲劳性能,在汽车发动机零部件、办公设备精密结构件、工业机械配件等领域得到广泛应用。此外,铁基材料的成本效益较高,使其在大批量生产场合具有***优势,为制造业提供了经济可靠的解决方案。MIM技术为家具行业制造出复杂精美的金属铰链。浙江金属注射成型结构零件
MIM技术实现了一次成型复杂结构,减少组装工序。湛江智能眼镜金属注射成型
金属注射成型的首要环节是喂料制备,这个过程直接影响产品的质量。喂料由金属粉末和粘结剂按特定比例组成,金属粉末通常占体积比的60%以上。制备过程中需要将金属粉末与粘结剂在混料设备中充分混合,确保均匀分布。一些技术型企业如伊比精密在这方面积累了丰富经验,通过精确控制混料温度、时间和转速等参数,制备出具有良好流动性和均匀性的喂料。混合后的喂料还需要经过造粒处理,以便于后续的注射成型工序。这个环节的质量控制对保证后续工序的稳定性至关重要。湛江智能眼镜金属注射成型
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

在追求音色反馈与耐用性的乐器配件市场,钛合金以其特有的声学特性脱颖而出。拾音器外壳作为承载线圈与磁体的构件,不仅要提供物理保护,其电磁性能也直接影响拾音效果。钛合金具有优良的无磁性,能减少对磁场的干扰,从而呈现出更纯净、更清晰的音色表现。通过MIM工艺,可以为电声乐器生产具有线条感且结构多变的金属外壳或支架件,满足定制化与规模化生产的需求。钛合金表面可处理成多种光泽,具备视觉吸引力。这种将工程材料引入艺术领域的尝试,为乐器制造带来了新的技术视角,体现了跨界制造的可能空间。模具一次投入,万件起量。钛合金MIM量越大单价越低,是规模化生产的首要。肇庆结构件金属注射成型在化学分析与光谱实验中,仪器内...
- 河北金属注射成型平台 2026-04-23
- 广州金属注射成型 2026-04-23
- 中山金属注射成型结构 2026-04-23
- 国内金属注射成型质量 2026-04-23
- 江门金属注射成型质量 2026-04-23
- 江苏金属注射成型优势 2026-04-23
- 苏州304金属注射成型 2026-04-23
- 上海国内金属注射成型 2026-04-23
- 中山金属注射成型原理 2026-04-23
- 宁波钛金属注射成型 2026-04-23


- 广东机器人金属注射成型 2026-04-23
- 南通金属注射成型怎么样 2026-04-23
- 阳江全国金属注射成型 2026-04-23
- 金属注射成型强度 2026-04-23
- 温州金属注射成型代加工 2026-04-23
- 湖南金属注射成型流程 2026-04-23




- 江门金属注射成型质量 04-23
- 江苏金属注射成型优势 04-23
- 苏州304金属注射成型 04-23
- 上海国内金属注射成型 04-23
- 中山金属注射成型原理 04-23
- 宁波钛金属注射成型 04-23
- 盐城金属注射成型厂 04-23
- 东莞金属注射成型市场价格 04-23
- 江苏金属注射成型结构件 04-23
- 云浮304金属注射成型 04-23