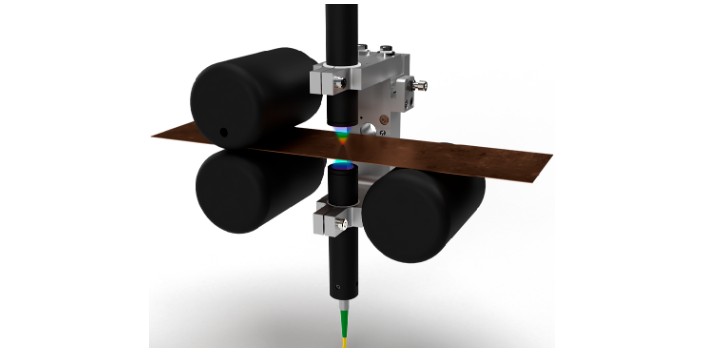
Optoflash具有明显的功能。一方面,高速测量。在不进行Z轴运动的情况下对整个零件进行光学采集—相对其它系统对测量要素逐一扫描测量来说—Optoflash测量系统测量只需一瞬间。另一方面,可靠耐用。固定位置的光学系统,避免了轴向的机械磨损。测量系统拥有很强的计量性能,可在数百万次的测量周期内,确保运行的一致性和稳定性。这一性能可比较大限度地减少对系统的维护保养。因此,可以看出Optoflash具有高测量精度和“闪电般”的测量循环时间。MARPOSS嗅探氦气泄漏测试方案能够测量10-2 - 10-4 SCC/sec的泄漏,该技术在漏率范围内取得了良好测试结果。意大利马波斯
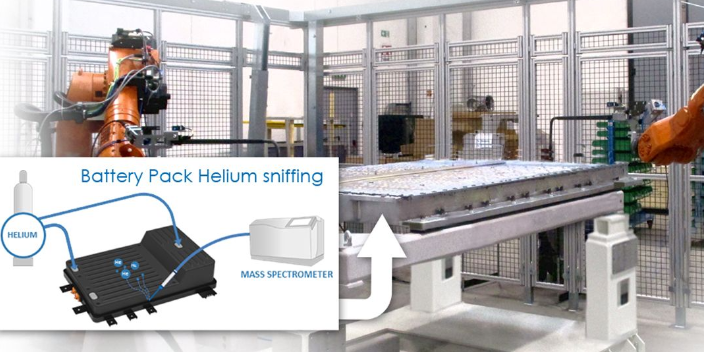
MARPOSS提供电池生产过程中所有阶段的泄漏测试和漏点探测解决方案,单个电芯的真空箱氦检,电池包组件(如冷却管&冷却板)的氦气泄漏和漏点探测解决方案,在组装完成后,通过压降法/流量法或示踪气体测试法,对大体积模组、电池包和外壳(包括电气元件)进行泄漏测试。在进行电池托盘,盖板和电池包的泄漏测试的过程中,安装完成的电池模组装到电池外壳内,并检测泄漏(漏率在10-3scc/s范围内)。当采用水/乙醇混合物作为冷却剂时泄漏率在10-3scc/s范围内,而采用气体作为冷却剂时泄漏率在10-5scc/s范围内。北京发动机检测设备厂家马波斯Hetech一直致力于电动汽车发动机压铸外壳的泄漏检测系统的研发与制造,并获得了市场认可。
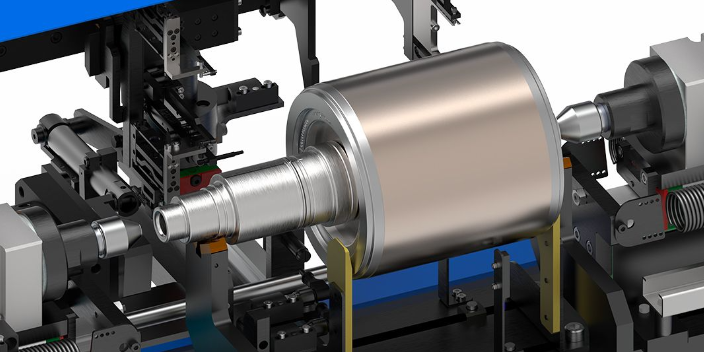
由于在高转速和高扭矩下工作,转子轴必须承受恒定的机械应力。为了使这些部件达到比较高质量,必须对其某些方面(如轴承,座)进行极其精确的磨削操作。成品质量和优化周期是整个工艺过程中十分重要的。Marposs在磨削过程监控方面具有丰富的经验。Marposs设计开发一整套传感器,这些传感器专门设计用于在不同磨削阶段控制所有的关键参数:过程中和过程后测量、动平衡声发射、振动和功率。Marposs提供定制化动态测量工站对轴或转子组件进行自动加工后测量。
在零件层级评估NVH比在装配层级评估更有利。因其可在装配前及时识别零件的缺陷(如几何尺寸偏差),避免装配完成后想要改善零件质量可能为时已晚。考虑到变速箱和减速机的高精度要求,在产品装配前检查各零件的尺寸、外观显然是明智之举。本质上NVH检测的原理是通过施加与实际工况相似(甚至更高)的转速和扭矩值来对齿轮进行检测。由于机器的底座结构由花岗岩制成,Marposs设备坚固耐用,不会受到外界的干扰和噪音的影响。待测齿轮(工件)与标准齿轮啮合,其啮合状态可参考单啮工况(中心距固定)。输出测试参数是零件(或标准件)的角加速度,使用编码器(TE检查)和扭矩加速计(TAC检查)进行即时评估和长期评估。马波斯可根据需要定制解决方案,将传感器安装在检测设备的可控轴上,可自动测量或更换工装。
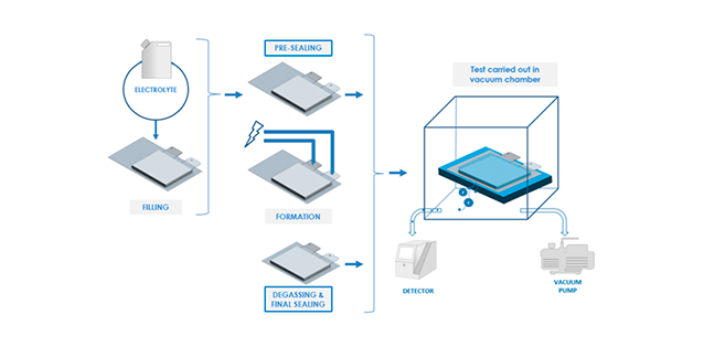
然后,在真空箱内同时检测一个批次12只电芯,检测周期*需9秒钟。如检测发现不合格,则表示12只电芯全部判定不合格,这时可将该批次电芯同时放在另一台离线测台上做单独检测,以准确识别出报废的电芯。优势l适用范围广,适用于所有类型的电芯泄漏检测(纽扣,圆柱、方形或软包)l可在注液和密封后的任何工艺阶段检测l可用于不同类型的电解液检测l可轻松在生产线中实现检测自动化l无需为检漏而另外添加示踪气体l不影响整线生产节拍l检测速度快局部放电测试法能识别潜在绝缘缺陷的方法,潜在的绝缘缺陷会使产品运行短时间后产生故障。电解液泄漏检测
Marposs可以提供测试方案,用于在线或离线的定子绝缘质量检测。意大利马波斯
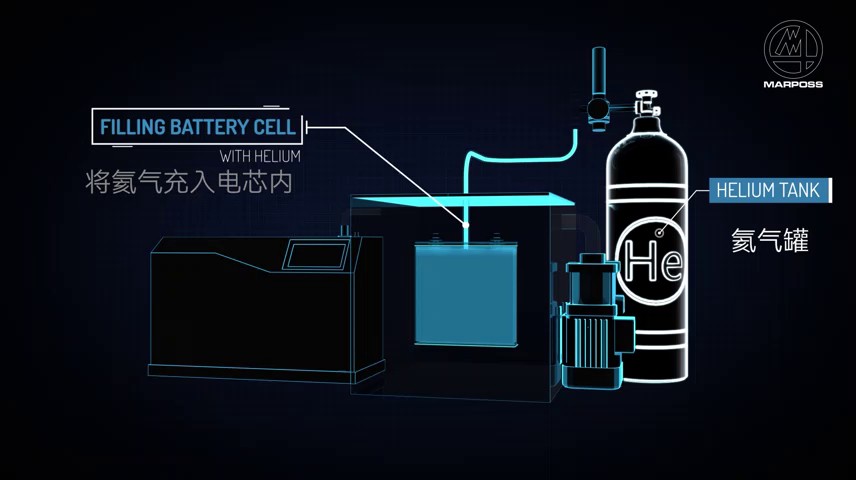
泄漏检测是电芯生产中的必要工序,尤其是对新一代锂离子电芯来说,更是如此。电解液通常含易燃溶剂,如果与空气中的水分接触,会产生有害物质。为了避免电解液的泄漏,必须保证电芯的充分密封。此外,还需避免水分或其它外部污染物进入电芯内而影响电芯的正常工作。在传统的电芯生产线上,一般会使用氦气作为示踪气体来检测泄漏,但该方法只能用于在电芯尚未完全密封的阶段使用,或是在注液期间充入氦气并将氦气封存在电芯内,然而这种方法会影响生产工艺,也并不适用于所有类型的电芯。然而电解液示踪技术可在生产过程EOL阶段检测电芯泄漏情况,即在电芯注液并密封后进行检测。意大利马波斯