- 品牌
- 明晟光普
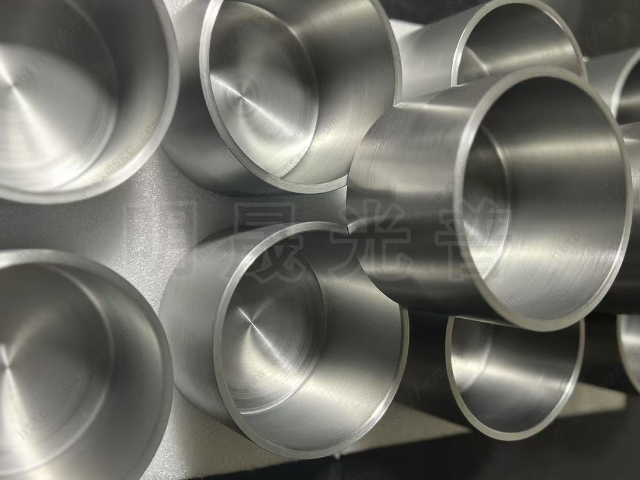
- 工艺
- 锻制
随着应用场景的多样化,钽坩埚的材料体系从单一纯钽向多元合金与复合材料发展,成为技术创新的重要方向。一是钽基合金的研发,通过添加铌、钨、铼等元素,优化性能:钽 - 铌合金(铌含量 10%-20%)降低熔点的同时保持度,适用于中温(1200-1500℃)熔炼;钽 - 钨合金(钨含量 5%-15%)提升高温抗蠕变性能,用于 1800-2000℃的超高温工况;钽 - 铼合金(铼含量 3%-5%)改善低温韧性,避免在低温环境下脆裂,适用于航天领域的极端温差场景。二是复合材料的探索,将钽与陶瓷材料(如氧化铝、碳化硅)复合,形成 “金属 - 陶瓷” 梯度复合材料,兼具钽的韧性与陶瓷的耐高温、抗腐蚀性能。例如,表面涂覆 10-20μm 碳化硅涂层的钽坩埚,在硅熔体中浸泡 100 小时后,腐蚀速率降低 80%,使用寿命延长至 200 次以上。钽坩埚在电子材料制造中,熔炼高纯度半导体硅、锗,保证材料电学性能。汕头钽坩埚多少钱一公斤

设备是生产稳定的基础,建立设备台账,记录设备型号、购置日期、维护记录,制定预防性维护计划:冷等静压机每月检查液压系统(油位、压力),每季度校准压力传感器;真空烧结炉每月检查真空系统(真空泵油、密封件),每半年进行温度均匀性校准;加工设备(车床、加工中心)每周清洁润滑,每月校准定位精度。设备故障时,建立应急处理预案,如烧结炉故障时,将烧结坯转入备用炉继续烧结,避免批次报废。同时定期开展设备技能培训,提升操作人员的设备操作与维护能力,确保设备正常运行,减少故障停机时间(目标≤2小时/月)。湖州钽坩埚厂家直销实验室用微型钽坩埚,重量轻、导热快,适合小剂量贵金属熔化实验。
传统纯钽坩埚虽具备基础耐高温性能,但在极端工况下(如超高温、剧烈热冲击)易出现蠕变、脆裂等问题。材料创新首推钽基合金体系的优化,通过添加铌、钨、铼等元素实现性能定制:钽 - 铌合金(铌含量 15%-20%)可将低温脆性转变温度降低至 - 100℃以下,同时保持 1800℃高温强度,适用于航天领域的极端温差环境;钽 - 钨合金(钨含量 8%-12%)的高温抗蠕变性能较纯钽提升 35%,在 2000℃下长期使用仍能保持结构稳定,满足第三代半导体晶体生长的超高温需求;钽 - 铼合金(铼含量 3%-5%)则兼具度与高塑性,其抗拉强度达 650MPa,延伸率保持 20% 以上,为制备薄壁大尺寸坩埚提供可能。
企业则聚焦市场,三星 SDI 与 LG 化学联合开发半导体级钽坩埚,通过引入纳米涂层技术(如氮化钽涂层),进一步提升抗腐蚀性能,产品主要供应本土半导体企业。这一时期,全球钽坩埚市场竞争加剧,技术加速扩散,传统欧美企业通过技术升级(如开发一体化成型大尺寸坩埚)维持市场优势,新兴经济体企业则通过成本控制与规模化生产抢占中低端市场,全球市场规模从 2000 年的 3 亿美元增长至 2010 年的 8 亿美元,年复合增长率达 10.5%。应用领域方面,随着第三代半导体(如碳化硅、氮化镓)的研发,钽坩埚开始用于高温晶体生长,对产品纯度(99.99% 以上)与尺寸精度(公差 ±0.1mm)提出更高要求,推动行业向更高技术门槛迈进。钽坩埚在 1800℃真空环境下长期服役,性能稳定,无挥发污染问题。

80 年代后,全球制造业向化转型,钽坩埚的应用领域进一步拓展,产业规模持续扩张。在光伏产业,随着太阳能电池需求增长,硅锭熔炼对大尺寸坩埚需求激增,钽坩埚凭借耐高温、抗硅熔体侵蚀的特性,逐步替代部分石英坩埚;在航空航天领域,用于高温合金(如钛合金、镍基合金)的熔炼,提升材料纯度与性能;在稀土产业,用于稀土元素的真空蒸馏提纯,减少杂质污染。技术层面,钽坩埚的制备工艺进一步优化:采用喷雾干燥制粒技术改善钽粉流动性,使坯体密度偏差控制在 ±1% 以内;开发钽 - 钨合金坩埚,通过添加 5%-10% 钨元素,高温抗蠕变性能提升 30%,适用于更高温度(1800-2000℃)的工况。市场格局方面,除美国 H.C. Starck、德国 Plansee 等传统企业外,日本东芝、住友等企业通过技术引进与创新,形成了欧美日三足鼎立的格局,全球市场规模从 1980 年的 5000 万美元增长至 2000 年的 3 亿美元,产品规格覆盖直径 50mm-400mm,满足不同行业需求。这一阶段,钽坩埚产业完成了从技术驱动向市场驱动的转变,产品标准化程度提高,形成了完善的生产体系与质量控制标准,为后续全球化发展奠定基础。采用电子束熔炼钽材制成的坩埚,杂质含量≤50ppm,满足半导体级需求。湖州钽坩埚厂家直销
采用锻造工艺制成的钽坩埚,组织致密,抗蠕变性能好,适配精密单晶生长场景。汕头钽坩埚多少钱一公斤
预处理环节旨在优化钽粉流动性与成型性能,首先进行真空烘干,将钽粉置于真空干燥箱(真空度 - 0.095MPa,温度 120℃)处理 2 小时,去除吸附的水分与挥发性杂质,避免成型后出现气泡。对于细钽粉(≤3μm),需通过喷雾干燥制粒工艺改善流动性,将钽粉与 0.5% 聚乙烯醇(粘结剂)按固含量 60% 制成浆料,在进风温度 200℃、出风温度 80℃条件下雾化干燥,得到球形度≥0.8、粒径 20-40 目的颗粒,松装密度从 1.8g/cm³ 提升至 2.5g/cm³。混合工艺采用双锥混合机,按配方加入 0.1%-0.3% 硬脂酸锌(成型剂),转速 30r/min,混合时间 40 分钟,填充率 60%,通过双向旋转实现均匀分散。混合后需取样检测均匀度,采用 X 射线荧光光谱仪(XRF)分析不同部位成型剂含量,偏差≤5% 为合格。预处理后的钽粉需密封储存于惰性气体(氩气)环境,保质期控制在 3 个月内,防止氧化与吸潮,确保后续成型工艺稳定。汕头钽坩埚多少钱一公斤
- 江门哪里有钽坩埚供应 2026-03-08
- 三明哪里有钽坩埚制造厂家 2026-03-05
- 西宁哪里有钽坩埚厂家直销 2026-02-28
- 兰州哪里有钽坩埚销售 2026-02-26
- 陇南钽坩埚销售 2026-01-24
- 嘉兴哪里有钽坩埚一公斤多少钱 2026-01-18
- 广东哪里有钽坩埚厂家 2026-01-16
- 连云港钽坩埚供应商 2026-01-08
- 咸阳钽坩埚生产 2026-01-06
- 梅州哪里有钽坩埚供应 2026-01-05
- 酒泉哪里有钽坩埚供应商 2026-01-02
- 汕尾钽坩埚制造厂家 2025-12-30


