- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
木材烘干窑设备在使用过程中存在火灾、、机械伤害等风险,需要注意以下安全事项:木材处理与堆放木材预处理:在将木材放入烘干窑之前,应尽量去除木材表面的杂物、树皮等易燃物,避免在烘干过程中引发火灾。对于含水率过高的木材,应先进行自然晾干或预干燥处理,降低其初始含水率,以减少烘干过程中的风险。合理堆放木材:木材在烘干窑内要堆放整齐,保持适当的间距,避免堵塞通风通道,确保热空气能够均匀流通,使木材干燥均匀。同时,要防止木材与加热设备或管道直接接触,以免局部过热引发火灾。湿度梯度控制的木材烘干窑方法,避免木材表面过快干燥导致开裂,保障干燥质量。金华烘干木材烘干窑含水率

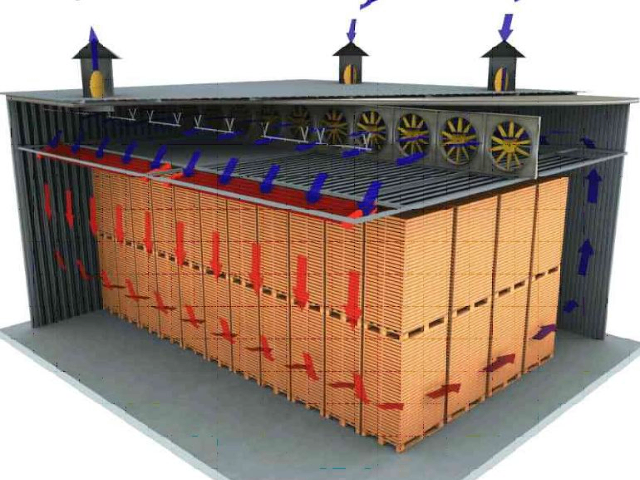
按干燥介质循环特性分类自然循环干燥窑:依靠冷热气体密度差异引起循环,热气体轻而上升,冷气体重而下降,干燥介质流动方向大体垂直,循环速度很低。强制循环干燥窑:用通风机械鼓动干燥介质造成循环,流过材堆的理论循环速度为 1m/s 以上,为使干燥均匀,比较好是可逆的,即定期改变干燥介质流过材堆的方向。使用注意事项准备工作:将木材合理堆放在干燥窑内,留出适当通风空间,检查干燥窑的设备是否正常。设定参数:根据木材的种类、厚度等因素,设定合适的温度、湿度和干燥时间等参数。监测与调整:定期监测木材的含水率以及窑内的温度、湿度等参数,根据监测结果适时调整干燥参数。干燥结束:当木材达到预定的含水率时,停止加热和通风,让木材在窑内自然冷却一段时间后取出。杭州红木木材烘干窑含水率蒸汽木材烘干窑可与木材加工生产线衔接,实现烘干、加工一体化,缩短生产周期。

木材烘干窑的自动化程度直接影响烘干效率和操作便捷性。随着工业自动化技术的发展,越来越多的木材烘干窑采用了高度自动化的控制系统,实现了烘干过程的无人值守或少人值守。这类自动化烘干窑通常配备了多个传感器,能够实时采集烘干窑内的温度、湿度、风速、木材含水率等数据,并将数据传输至控制系统。控制系统根据预设的烘干工艺曲线,自动调整加热设备、加湿设备、风机等部件的运行状态,确保烘干过程始终处于比较好状态。例如当传感器检测到木材含水率降至设定值时,系统会自动降低加热温度,减少风机转速,进入保温阶段;当检测到烘干窑内湿度超标时,会自动开启排湿装置,排出多余湿气。自动化控制不仅减少了人工操作的工作量和人为误差,还能通过精细控制烘干参数,缩短烘干周期,提高烘干效率。对于大规模木材加工企业而言,自动化木材烘干窑还能实现多台设备的集中管理,通过网络将多台烘干窑的运行数据汇总至控制中心,便于管理人员实时监控设备运行状态,统一调度生产计划。
木材预处理与装窑规范木材筛选:去除木材表面的泥土、杂质及腐朽部分,避免杂质污染窑内环境或堵塞气流通道。合理堆垛:根据木材的种类、规格(厚度、长度)分层堆放,确保材堆间、木材间留出均匀的通风间隙(一般建议间隙为木材厚度的 1/3-1/2),保证气流循环顺畅,避免局部干燥不均。材堆固定:用支架或绑带固定材堆,防止干燥过程中木材变形、倾倒,尤其对于长料或易翘曲的木材(如橡木、水曲柳),需额外加固。含水率检测:装窑前测量木材的初始含水率,记录数据作为干燥工艺设定的依据(不同木材的初始含水率差异会影响干燥参数选择)。实力木材烘干窑设备厂家提供设备安装、调试及后期维护服务,解决客户后顾之忧。

空气能热泵烘干窑设备工作原理:运用逆卡诺循环原理,使制冷剂产生物理相变,利用这一往复循环相变过程不断吸热和放热,实现用于烘干新风的加热,将空气中的热能转移到木材中,使木材中的水分蒸发。优点:节能效果明显,相比传统的电加热或燃气加热烘干设备,可节省大量能源;运行过程中无污染物排放,环保性能好;温度和湿度控制精细,能够有效保证木材的干燥质量;设备运行稳定,维护成本低。缺点:设备的初投资较高;在低温环境下,热泵的制热效率会有所降低,可能需要辅助加热设备。环保型木材烘干窑工艺采用余热回收系统,减少能源消耗,符合现代绿色生产要求。浙江蒸汽木材烘干窑设备调试
木材烘干窑设备的湿度传感器需定期校准,确保能准确反馈窑内湿度,避免木材过干或过湿。金华烘干木材烘干窑含水率
木材烘干窑设备常见故障包括加热系统故障、通风系统故障、湿度控制系统故障和控制系统故障等,以下是具体分析:控制系统故障控制仪表损坏:温度、湿度、时间等控制仪表是烘干窑控制系统的重要组成部分,如果仪表损坏,会导致参数显示不准确或无法正常设定参数,影响烘干过程的自动化控制。电气线路故障:电气线路老化、短路、接触不良等问题会导致设备无法正常启动或运行过程中出现故障。例如,线路短路可能引发跳闸,影响整个烘干窑的工作;接触不良会导致设备运行不稳定,参数波动较大。金华烘干木材烘干窑含水率
缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13

- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13




- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02