- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
MES系统的实时数据采集与监控:MES系统能够实时采集生产现场的数据,包括设备状态、生产数量、质量信息等,为管理者提供准确的生产进度和现场情况反馈。这种实时数据采集与监控能力使得企业能够及时发现并解决生产中的问题,确保生产过程的顺畅和高效。MES系统的生产调度与计划管理:MES系统能够根据订单需求和生产能力进行合理的生产计划和调度。通过优化生产调度和资源配置,MES系统能够有效减少生产过程中的等待时间和浪费,提升整体生产效率。此外,MES系统还能提供瓶颈分析与优化功能,帮助企业识别并解决生产过程中的瓶颈问题。企业应用:多家企业成功应用MES系统,实现了生产管理的革新和效率提升。广州产线级mes系统设计

设备管理MES 对车间内的设备进行全面管理,包括设备的台账管理,记录设备的基本信息、购置时间、维修历史等。同时,它可以实时监测设备的运行状态,通过传感器收集设备的运行参数,如温度、压力、振动等。当设备出现异常时,MES 系统能够及时报警,并安排维修计划。例如,在化工生产车间,当反应釜的温度或压力超出正常范围时,MES 系统会立即发出警报,通知相关人员进行处理,并自动生成维修工单,记录维修过程和结果,以确保设备的正常运行。广州产线级mes系统设计Mes在生产管理的知识管理中有价值。
物料管理是MES系统的重要组成部分。MES系统通过实时采集物料数据,包括物料的入库、出库、库存量、位置等信息,实现物料的准确管理。同时,MES系统还能对物料进行追溯,从原材料到成品,每一个环节都能被详细记录。这种追溯能力对于确保产品质量、追溯问题源头、提升客户满意度具有重要意义。质量控制是MES系统的另一大关键功能。MES系统通过实时采集生产过程中的质量数据,如产品检测数据、工序质量数据等,对生产过程进行质量控制。同时,MES系统还能对质量数据进行统计分析,找出质量问题的根源,提出改进措施。这种质量控制与改进能力能够明显提升产品质量,降低不良品率,提升企业的市场竞争力。
MES系统的移动化应用:随着移动互联网的发展,MES系统正逐渐实现移动化。移动化的MES系统能够通过手机、平板等移动设备进行实时监控和管理,使得企业能够随时随地掌握生产进度和现场情况。这种移动化应用提高了企业的响应速度和管理效率。MES系统的实施步骤:实施MES系统需要经过多个步骤,包括需求分析、系统选型、系统设计、系统开发、系统测试、系统上线和系统维护等。在需求分析阶段,企业需要对自身的生产流程和管理需求进行详细的分析;在系统选型阶段,企业需要选择合适的MES系统产品;在系统设计阶段,企业需要根据自身的实际情况进行MES系统的详细设计;在系统开发阶段,企业需要进行MES系统的开发工作;在系统测试阶段,企业需要对开发完成的MES系统进行全方面的测试;在系统上线阶段,企业需要将经过测试的MES系统正式投入使用;在系统维护阶段,企业需要对MES系统进行定期的维护和更新。Mes在生产系统的产业升级中有作用。

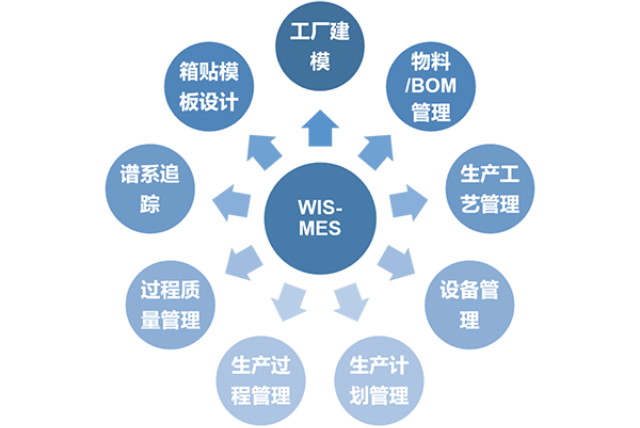
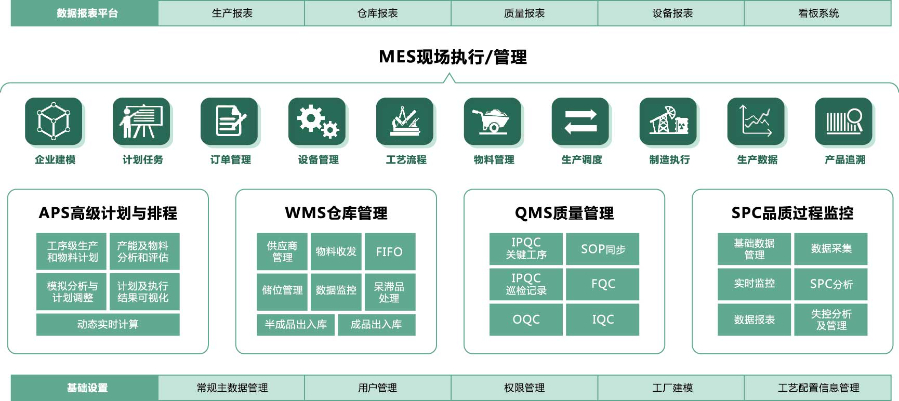
MES系统的关键作用在于填补计划层与控制层之间的信息鸿沟,确保生产计划的准确执行,提高生产效率,降低生产成本,同时提升产品质量和客户满意度。MES系统通常包含多个功能模块,如生产计划与调度、物料管理、质量管理、设备管理、人员管理等。这些模块相互协作,共同支持生产过程的顺利进行。在架构上,MES系统通常采用分层设计,包括数据采集层、数据处理层、应用层等,以确保系统的稳定性、可扩展性和易用性。MES系统能够根据企业的生产计划和订单需求,自动进行生产任务的分配和调度。它考虑生产线的产能、物料供应情况、设备状态等多种因素,生成较优的生产计划。Mes保障着生产过程的连续性。产线级mes系统怎么收费
多语言支持:提供多语言界面和支持服务,方便不同国家和地区的用户使用。广州产线级mes系统设计
MES即制造执行系统,是位于企业上层计划管理系统与底层工业控制之间的面向车间层的管理信息系统。它作为连接计划与执行的桥梁,填补了计划与生产过程之间的信息“鸿沟”,实现了对生产过程的实时监控、调度和管理。MES的重要性不言而喻,它是实现智能制造、提升生产效率、保证产品质量和降低生产成本的关键。通过MES,企业能够实时掌握生产现场状况,优化生产流程,提高资源利用率,从而增强企业的竞争力和市场响应能力。生产执行与控制是MES的另一项关键功能。MES能够实时监控生产过程的各个环节,包括设备的运行状态、物料的流动情况、人员的操作等。通过数据采集和监控技术,MES能够实时获取生产现场的数据,并对这些数据进行处理和分析,以判断生产是否按照计划进行。如果生产过程中出现异常或偏差,MES会及时发出警报,并采取相应的措施进行调整和纠正。通过生产执行与控制,MES能够确保生产过程的稳定性和可控性,提高产品质量和生产效率。广州产线级mes系统设计
- 广东电子装配mes系统怎么收费 2026-04-01
- mes系统定制 2026-04-01
- 机械加工mes系统提供商 2026-03-31
- 苏州产线级mes系统应用 2026-03-30
- 通用mes系统厂家 2026-03-30
- 重庆通用mes系统哪家好 2026-03-29
- 河南mes软件多少钱 2026-03-29
- mes软件怎么收费 2026-03-27
- 河南电子装配mes系统多少钱 2026-03-27
- 青岛电子装配mes系统有哪些 2026-03-26
- 成都机械加工mes系统好用吗 2026-03-26
- 上海五金注塑mes系统哪家便宜 2026-03-25