- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
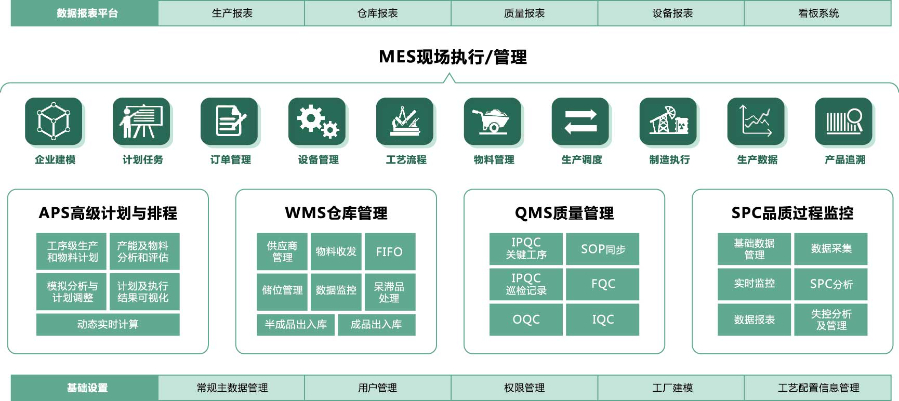
质量控制是MES的一项重要功能,它涵盖了从原材料入库到成品出厂的全过程质量控制。MES能够实时采集生产过程中的质量数据,如检验结果、不合格品数量等,并进行统计分析,及时发现质量问题。同时,MES还支持质量追溯功能,能够追踪到具体的产品批次、生产环节和操作人员,为质量问题的处理和改进提供有力支持。此外,MES还可以与企业的质量管理系统(如QMS)进行集成,实现质量数据的共享和协同管理。设备管理是MES的一项重要任务,它涵盖了设备的维护、保养、维修等全生命周期管理。MES能够实时监测设备的运行状态,预测设备的维护需求,并自动触发维护任务。生产优化:基于数据分析结果,MES提供生产优化建议,提高生产效率。安徽通用mes系统有哪些公司
企业应根据自身的生产流程和管理需求选择具有相应功能的MES系统;同时,企业还应选择具有良好扩展性的MES系统以适应未来的发展和变化;此外,企业还需确保所选MES系统与企业现有的ERP系统、PLC设备等兼容以实现信息的共享和流通;之后,企业还应选择具有丰富经验和良好信誉的MES系统供应商以确保系统的质量和服务的可靠性。随着制造业的不断发展和技术的不断进步,MES系统将继续演进和发展。未来的MES系统将更加智能化、云端化、移动化和集成化,为制造企业带来更大的价值和竞争力。同时,随着物联网、区块链等新技术的不断涌现,MES系统也将不断引入新的技术和功能以满足企业不断变化的需求。因此,企业应密切关注MES系统的发展趋势和技术创新动态以便及时把握机遇并应对挑战。青岛机械加工mes系统怎么收费Mes负责协调生产线上的各个环节。

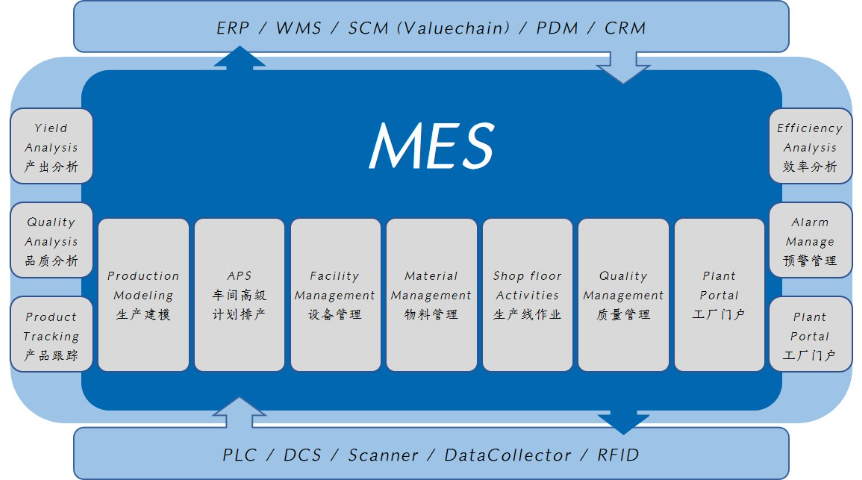
智能化使得MES系统能够自动分析和优化生产过程;云端化使得MES系统能够跨地域、跨平台进行协同管理;集成化使得MES系统能够与企业内外的各种系统进行无缝连接;定制化使得MES系统能够更加符合企业的个性化需求。同时,随着物联网、大数据、人工智能等新技术的不断涌现和应用,MES系统也将不断创新和发展,为制造业的转型升级和高质量发展提供有力支撑。MES系统,作为制造企业的关键信息化工具,扮演着连接上层计划管理与下层生产控制的桥梁角色。它实时收集、处理并分析生产现场数据,为管理者提供准确的生产进度、质量状况、设备状态等关键信息,从而助力企业实现生产过程的透明化、可控化和优化。MES系统的重要性不言而喻,它不只是提升生产效率、降低成本、保证产品质量的得力助手,更是企业实现智能制造、数字化转型的关键一环。
MES系统还支持个性化配置和参数设置,企业可以根据自身的业务需求和运营目标调整系统的运行参数和策略。这种定制化与个性化服务使得MES系统能够更好地满足企业的生产需求,提高企业的生产效率和竞争力。MES系统将在智能制造领域发挥更加重要的作用。随着工业4.0、物联网、大数据等技术的不断发展,MES系统将面临更多的机遇和挑战。一方面,MES系统需要不断创新和完善功能,以满足企业不断变化的生产需求和业务场景;另一方面,MES系统还需要加强与其他系统的集成和协同工作,形成更加完整、高效的智能制造体系。同时,MES系统还需要关注数据安全、隐私保护等方面的问题,确保系统的合法性和合规性。面对未来的挑战和机遇,MES系统将继续发挥其优势和作用,推动智能制造的不断发展和进步。智能决策支持:MES系统提供智能决策支持功能,帮助企业快速作出决策。

数据采集与分析是MES的基础功能之一。MES能够实时采集生产过程中的各类数据,包括产量、工时、质量、设备状态等。通过数据采集技术(如传感器、RFID等),MES能够实时获取生产现场的数据,并将这些数据存储在数据库中。然后,MES会对这些数据进行处理和分析,以提取有价值的信息和知识。通过数据分析,MES能够发现生产过程中的问题和瓶颈,为生产优化和改进提供数据支持。同时,MES还能够将数据分析结果以图表、报表等形式展示给管理层,帮助管理层做出更明智的决策。Mes在生产管理的战略规划中有价值。郑州产线级mes系统
Mes为生产活动的有序开展提供帮助。安徽通用mes系统有哪些公司
MES系统的成功案例:MES系统在不同行业中的应用取得了许多成功案例。例如,在汽车制造业中,某汽车制造企业通过实施MES系统实现了生产线的全方面监控和优化,生产效率提升了20%,产品不良率降低了30%;在电子制造业中,某电子制造企业通过实施MES系统实现了生产过程的精确控制和质量管理,产品的一致性和可靠性得到了明显提升;在制药行业中,某制药企业通过实施MES系统实现了生产过程的严格监管和质量控制,药品的质量和安全得到了有效保障。MES系统的选择因素:企业在选择MES系统时需要考虑多个因素,包括功能需求、系统扩展性、系统兼容性、供应商实力、成本效益等。安徽通用mes系统有哪些公司
- 广东电子装配mes系统怎么收费 2026-04-01
- mes系统定制 2026-04-01
- 机械加工mes系统提供商 2026-03-31
- 苏州产线级mes系统应用 2026-03-30
- 通用mes系统厂家 2026-03-30
- 重庆通用mes系统哪家好 2026-03-29
- 河南mes软件多少钱 2026-03-29
- mes软件怎么收费 2026-03-27
- 河南电子装配mes系统多少钱 2026-03-27
- 青岛电子装配mes系统有哪些 2026-03-26
- 成都机械加工mes系统好用吗 2026-03-26
- 上海五金注塑mes系统哪家便宜 2026-03-25