- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
速生材如杨木、桉树等,生长速度快,材质较松软,烘干过程中易出现变形。我们针对速生材特性研发的烘干窑,采用低温慢烘的工艺,初始温度设定在 30 - 40℃,随着烘干进程逐步升温。通过增加缓苏阶段,让木材内部水分充分扩散,减少内应力。处理后的速生材,力学性能得到改善,可用于制作人造板、包装材料等,提高速生材的利用价值。木材烘干窑的日常维护是否便捷,直接影响设备的使用寿命和运行效率。我们的模块化木材烘干窑,各功能部件采用模块化设计,如加热系统、风机、传感器等均可拆卸更换。窑体内部采用光滑的不锈钢材质,便于清洁,减少木材碎屑和杂质的堆积。设备配备故障自检功能,能及时提示需要维护的部件,降低维护难度和成本,确保设备长期稳定运行。木材烘干窑设备配备智能温控系统,可实时监测烘干数据,保障木材烘干质量与效率。台州杉木木材烘干窑方法

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重,需分析参数设置或操作流程,调整下一批干燥工艺。宁波除湿木材烘干窑设备生产厂家新型热泵木材烘干窑技术,利用空气能加热,能耗低且环保,符合现代绿色生产需求。
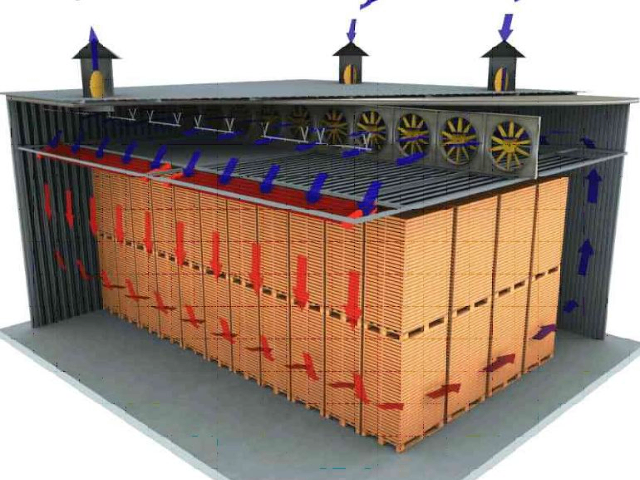
优化热量传递调整空气循环:检查烘干窑内的空气循环系统,确保风机正常运转,提供足够的风量。如果风机叶轮有损坏或积尘,会影响风量,需及时修复或清理叶轮。同时,合理调整通风口的位置和大小,优化空气流动路径,使热空气能够均匀地在窑内循环,避免出现局部温度过低的情况。改进木材堆放:确保木材在烘干窑内堆放整齐、合理,留出足够的通风空间,使热空气能够充分接触木材表面,提高热量传递效率。避免木材堆积过密或堵塞通风通道,影响空气流通和热量分布。此外,还需定期对烘干窑的保温层进行检查和维护,如有破损或老化,及时修复或更换,以减少热量散失,保证烘干窑的加热效果。
单板和薄木片的烘干需要更加精细的控制,否则易出现卷曲、开裂等问题。我们的单板烘干窑,采用低温大风量的烘干方式,温度设定在 40 - 60℃,风速可根据单板厚度进行调节。窑内输送带采用防粘材质,避板在输送过程中受损。对于厚度 0.3 - 2mm 的单板,烘干后平整度高,含水率均匀,能很好地满足贴面、胶合等后续加工工序的要求,提高单板的利用率和产品质量。环保理念在木材加工行业日益深入人心,我们的节能型木材烘干窑在设计上充分体现了这一点。该设备采用余热回收装置,可将排出的湿热空气中的部分热量回收利用,热能利用率提升 30% 以上。同时,配备高效的废气处理模块,减少烘干过程中挥发性有机物的排放,符合环保排放要求。无论是处理硬木还是软木,都能在保证烘干质量的前提下,降低单位能耗,帮助企业实现绿色生产。耐腐蚀材质打造的木材烘干窑设备,能适应潮湿烘干环境,延长设备使用寿命。

木材烘干窑在处理不同厚度的木材时,需要调整相应的烘干工艺参数,以确保木材能够均匀烘干,避免出现内外含水率差异过大的情况。对于较厚的木材(如厚度超过 50mm 的板材),由于木材内部水分传导速度较慢,如果采用常规的烘干工艺,容易导致木材表面水分蒸发过快,而内部水分无法及时排出,形成 “外干内湿” 的现象,进而引发木材开裂、变形。针对这种情况,在使用木材烘干窑处理厚木材时,需要采用 “低温慢烘” 的工艺策略,适当降低烘干温度,延长烘干周期,同时增加喷蒸处理的次数和时间。喷蒸处理能够在木材表面形成一层水膜,减缓表面水分的蒸发速度,为木材内部水分向表面传导争取时间,从而使木材内外含水率逐渐趋于一致。例如在烘干厚度为 80mm 的橡木板材时,可将烘干温度控制在 45-50℃,每隔 4-6 小时进行一次喷蒸处理,每次喷蒸 15-20 分钟,整个烘干周期持续 7-10 天,这样既能保证木材充分烘干,又能有效防止开裂变形。而对于较薄的木材(如厚度小于 20mm 的薄板),水分蒸发速度较快,可适当提高烘干温度,缩短烘干周期,以提高生产效率。环保型木材烘干窑工艺采用余热回收系统,减少能源消耗,符合现代绿色生产要求。湖州湿木材木材烘干窑含水率
标准化木材烘干窑流程注重前期木材堆垛合理性,保障窑内气流均匀,提升烘干一致性。台州杉木木材烘干窑方法
古建筑修缮中,所用木材需要与原有建筑木材的性能相匹配,烘干处理需格外谨慎。我们的古建筑木材烘干窑,采用模拟自然干燥的工艺曲线,烘干过程温和,尽量保留木材的原有特性。对于樟木、楠木等古建筑常用木材,能在降低含水率的同时,减少木材颜色和纹理的改变。处理后的木材稳定性好,能很好地融入古建筑结构,保证修缮后的建筑质量和历史风貌。多层板生产中,单板的烘干质量直接影响胶合强度。我们的多层板单板烘干窑,采用网带式输送,单板受热均匀,烘干速度快。对于厚度 0.5 - 1.5mm 的单板,烘干时间可控制在 30 - 60 分钟,且含水率偏差小。设备配备自动纠偏装置,避板在输送过程中跑偏受损,提高单板的合格率。同时,窑内废气经过处理后排放,符合环保要求,适合多层板生产企业长期使用。台州杉木木材烘干窑方法

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13


- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13




- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02