- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
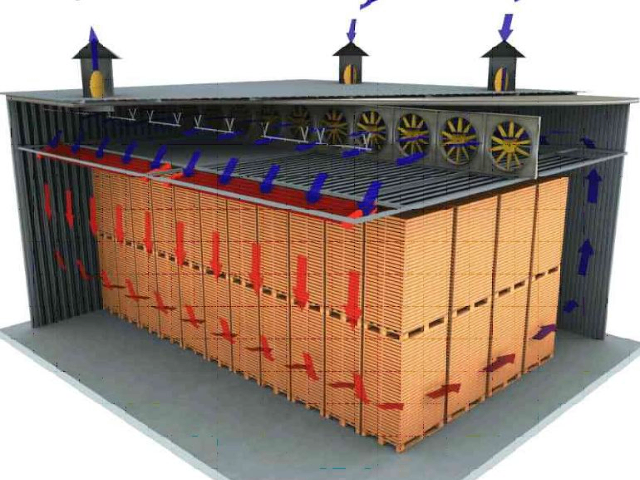
优化热量传递调整空气循环:检查烘干窑内的空气循环系统,确保风机正常运转,提供足够的风量。如果风机叶轮有损坏或积尘,会影响风量,需及时修复或清理叶轮。同时,合理调整通风口的位置和大小,优化空气流动路径,使热空气能够均匀地在窑内循环,避免出现局部温度过低的情况。改进木材堆放:确保木材在烘干窑内堆放整齐、合理,留出足够的通风空间,使热空气能够充分接触木材表面,提高热量传递效率。避免木材堆积过密或堵塞通风通道,影响空气流通和热量分布。此外,还需定期对烘干窑的保温层进行检查和维护,如有破损或老化,及时修复或更换,以减少热量散失,保证烘干窑的加热效果。蒸汽木材烘干窑的冷凝水回收装置可二次利用水资源,降低生产用水成本,提升资源利用率。衢州真空木材烘干窑设备

环保性能是当前木材烘干窑选购时的重要考量因素之一。随着国家环保政策的日益严格,传统高污染、高能耗的木材烘干窑逐渐被市场淘汰,节能环保型烘干窑成为行业主流。节能环保型木材烘干窑在设计和制造过程中,充分考虑了对环境的影响,采用了多种环保技术和措施。例如在加热方式上,摒弃了传统的燃煤加热,转而采用天然气、生物质颗粒、空气能等清洁能源加热方式。其中,空气能加热方式利用空气中的热能进行加热,几乎不产生任何废气排放,能源消耗为电加热的 1/4 左右,具有的节能环保效果;生物质颗粒加热则以农业废弃物(如秸秆、木屑等)制成的颗粒为燃料,燃烧后的废气经过处理后排放,对环境的污染较小。此外,节能环保型木材烘干窑还配备了高效的废气处理系统和粉尘收集装置,对烘干过程中产生的废气和粉尘进行处理,使其达到国家排放标准后再排放。同时,部分烘干窑还采用了密封性能良好的窑体设计,减少热量散失,提高能源利用效率,进一步降低能源消耗和碳排放。常州实木木材烘干窑工艺新型木材烘干窑技术结合热泵技术,升温速度快且温度稳定,缩短木材烘干周期。

速生材如杨木、桉树等,生长速度快,材质较松软,烘干过程中易出现变形。我们针对速生材特性研发的烘干窑,采用低温慢烘的工艺,初始温度设定在 30 - 40℃,随着烘干进程逐步升温。通过增加缓苏阶段,让木材内部水分充分扩散,减少内应力。处理后的速生材,力学性能得到改善,可用于制作人造板、包装材料等,提高速生材的利用价值。木材烘干窑的日常维护是否便捷,直接影响设备的使用寿命和运行效率。我们的模块化木材烘干窑,各功能部件采用模块化设计,如加热系统、风机、传感器等均可拆卸更换。窑体内部采用光滑的不锈钢材质,便于清洁,减少木材碎屑和杂质的堆积。设备配备故障自检功能,能及时提示需要维护的部件,降低维护难度和成本,确保设备长期稳定运行。
对于实木家具厂而言,木材烘干的质量直接影响终产品的品质。我们的中型木材烘干窑,容积设计为 30 - 50 立方米,特别适合处理橡木、松木、胡桃木等常见家具用材。其采用热风循环系统,窑内温度分布均匀,温差可控制在 ±2℃以内。通过精细调节湿度和温度曲线,能将木材含水率稳定控制在 8% - 12%,有效避免家具在使用过程中出现开裂、变形等问题。同时,窑体采用保温性能优良的材料搭建,热量损耗少,运行成本合理,为家具厂提供稳定可靠的木材预处理解决方案。先进的木材烘干窑技术可准确调控温湿度,大幅降低木材开裂变形率,提升木材加工品质。
按热源种类分类蒸汽加热干燥窑:以蒸汽为热源,由蒸汽锅炉提供蒸汽,蒸汽锅炉常用煤炭为燃料,也可将加工剩余物和煤炭混合使用。炉气加热干燥窑:利用燃烧煤、油、天然气和木质燃料产生的炉气作为热源,可分为炉气直接加热干燥技术和炉气间接加热干燥技术。热水或导热油加热干燥窑:以热水和热油作为热源,与蒸汽热源相比,具有运行安全可靠、热量可回收循环利用、结构简单投资少等优点。以电作为热源的干燥窑:有除湿干燥、高频干燥和微波干燥等方式,不过总的热能利用率比较低,除水电站附近及某些特种用途外,一般经济上不可行。太阳能干燥窑:利用太阳能作为热源,太阳能是清洁的再生资源,但受自然条件制约,很难使木材全年连续、有效地干燥。低温除湿木材烘干窑工艺适用于珍贵木材,能较大程度保留木材天然纹理与材质特性。台州防腐木木材烘干窑设备技术
蒸汽木材烘干窑适合批量烘干木材,可根据生产需求调整烘干批次,提升生产效率。衢州真空木材烘干窑设备
烘干后处理缓慢降温:烘干结束后,不要立即将木材从烘干窑中取出,应让木材在窑内缓慢降温至接近室温。降温速度不宜过快,以免木材因温度急剧变化而产生新的应力,导致开裂。平衡处理:将烘干后的木材放置在相对湿度较为稳定的环境中进行平衡处理,让木材内部的水分进一步均匀分布,使木材适应使用环境的湿度条件,减少因湿度变化引起的开裂风险。此外,不同种类的木材具有不同的干燥特性,应根据具体木材的特点制定相应的烘干工艺,以更好地防止木材在烘干过程中开裂。衢州真空木材烘干窑设备

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13


- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13




- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02