- 品牌
- 伊比精密科技有限公司
- 材料材质
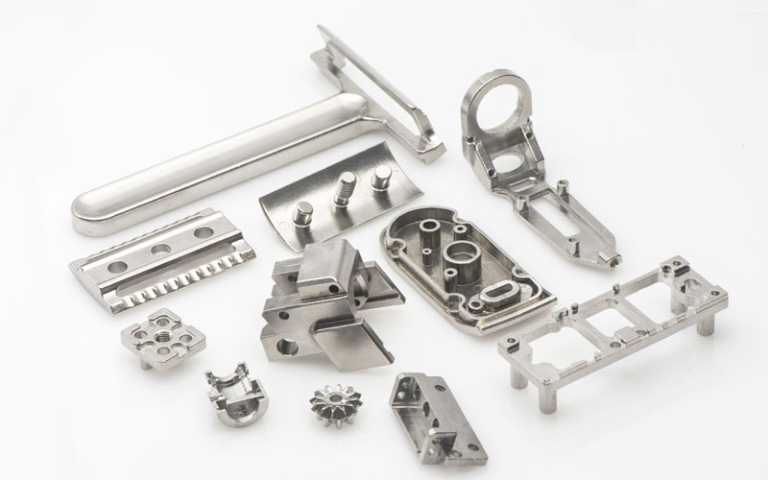
- 不锈钢,铁,钛合金,铝合金,硬质合金,铝Al
- 制品类型
- 医疗配件,锁具配件,3C配件,气缸配件,美容仪配件
- 粉末预处理
- 制粒
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 电镀,热处理,机械加工,精整,组装,抛光,溜光,研磨,水镀
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 4000000
- 加工贸易形式
- 来样加工,来图加工,OEM加工
- 厂家
- 伊比精密科技有限公司
- 打样周期
- 30
- 加工周期
- 20
粉末冶金中的金属注射成型工艺(MIM)是一种先进制造技术,它结合了粉末冶金和塑料注射成型的优势,能够生产出结构复杂、精度要求高的小型金属零件。其基本流程包括粉末与粘结剂混合制成喂料,利用注射成型机注入模具,得到生坯后进行脱脂,再通过高温烧结获得成品零件。与传统机加工相比,MIM具有高材料利用率、可批量生产复杂结构、产品一致性好的特点,因此广泛应用于消费电子、医疗器械、汽车零部件等行业。粉末冶金MIM技术被誉为微型金属零件的批量制造利器。高精度、高复杂度是粉末冶金MIM技术的特点。茂名国内粉末冶金

在医疗器械领域,粉末冶金MIM技术获得了巨大的成功,这得益于其既能制造极其复杂的器械结构(如腹腔手术器械的关节和钳口),又能满足医疗行业对材料生物相容性(如316LVM不锈钢、Ti6Al4VELI钛合金)、高洁净度、可灭菌性(耐高压蒸汽、伽马射线或环氧乙烷)和批量生产一致性的苛刻要求。许多一次性微创手术器械和骨科植入物的零部件都采用MIM工艺制造,这不仅降低了制造成本,也让更先进、更安全的手术技术得以普及,体现了此种粉末冶金技术对人类健康的重大贡献和价值。常州粉末冶金原理粉末冶金制品适合大批量稳定生产。

粉末冶金MIM技术已然成为制造业中一项基础性、平台型的精密制造技术。它成功的关键在于其能够将复杂三维设计、高性能材料和规模化经济生产三者完美地结合起来。从拯救生命的医疗设备到沟通世界的智能手机,从锁具到探索宇宙的航天器,MIM技术的身影无处不在。它打破了设计的枷锁,将工程师的想象力转化为现实产品,同时严格把控着成本和品质。随着材料科技的进步和数字化智能制造的深入,这种粉末冶金分支技术的潜力还将被进一步挖掘,继续赋能未来更多行业的创新与变革,其发展前景广阔无垠。
新能源产业的快速发展,为粉末冶金带来了新机遇。在新能源汽车领域,MIM零件应用于电驱动系统、传感器壳体、充电接口以及电机主要零件等。粉末冶金工艺能够满足零件轻量化与高性能并存的需求,同时提升材料利用率,降低生产成本。在风能与储能设备中,粉末冶金磁性合金被用于电机铁芯与高性能磁元件。随着氢能经济兴起,粉末冶金的多孔结构零件还可应用于氢气扩散器与过滤器。未来,新能源对轻量化、耐腐蚀与强度零件的需求将持续增长,而粉末冶金正好契合这一趋势,成为推动能源转型的重要技术支撑。脱脂与烧结是粉末冶金MIM工艺的关键控制环节。

粉末冶金中的金属注射成型(MIM)是一种以超细金属粉末为原料、以高分子粘结剂为载体,通过注射、脱脂、烧结获得高致密零件的先进成形技术。相较切削加工,MIM更适合小型、结构复杂、形状自由度高的零部件,材料利用率可明显提升,批量一致性更强。其标准流程包含喂料制备—注射成型—脱脂—烧结—后处理,难点在喂料流变、模具补缩与脱脂路径控制。得益于粉末冶金的可材料设计性,MIM可覆盖不锈钢、钛合金、硬质合金与软磁材料,行业服务消费电子、医疗、汽车与航天等行业。粉末冶金行业正加快国产装备的应用。东莞3C粉末冶金
粉末冶金在新能源电机部件中发挥作用。茂名国内粉末冶金
在消费电子领域,粉末冶金MIM凭借小型化与高自由度优势,已大规模应用于手机卡托、侧键、摄像头支架、转轴、扣件、穿戴设备微结构等。对比CNC,MIM在复杂形状、薄壁肋筋、内腔孔道与批量一致性方面更具优势,且单位成本在中高批量更具竞争力。为满足外观与触感,常结合喷砂、滚抛、精抛、PVD、阳极或电镀等后处理,并通过选择316L、17-4PH、MIM钛或软磁材实现耐蚀、强度与磁特性平衡。随着折叠设备与AR穿戴兴起,粉末冶金将继续扩展在微型铰链、精密导向与装饰结构件上的版图茂名国内粉末冶金
深圳市伊比精密科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市伊比精密科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

钛合金粉末冶金通过真空烧结工艺,有效降低钛合金零部件的孔隙率,提升其力学性能与使用寿命。钛合金具有优异的比强度、耐腐蚀性和生物相容性,但钛粉在烧结过程中易与空气中的氧气、氮气发生反应,形成氧化物、氮化物杂质,导致零部件出现孔隙、裂纹等缺陷,降低其力学性能和使用寿命。为解决这一问题,钛合金粉末冶金采用真空烧结工艺,在密闭的真空环境中对生坯进行高温烧结,有效隔绝空气,避免钛粉与氧气、氮气发生反应,减少杂质生成,同时促进钛粉颗粒之间的扩散与结合,降低零部件的孔隙率,使孔隙率控制在5%以下,大幅提升零部件的致密度。通过优化真空烧结的温度、保温时间和降温速度等参数,还可进一步调整钛合金零部件的组织结构,...