- 品牌
- 麟能科技
- 型号
- LN
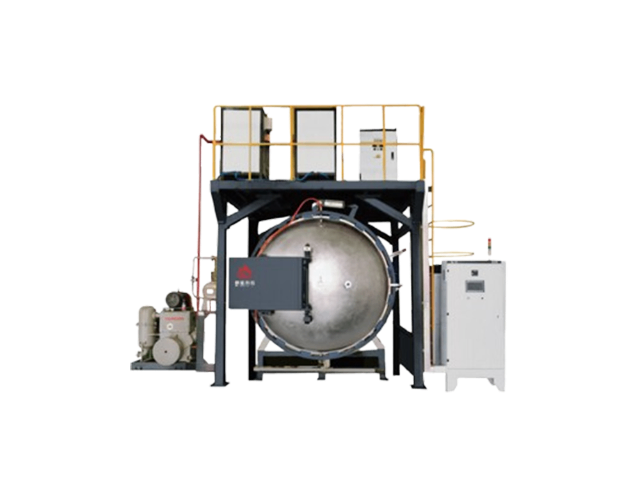
烧结炉的结构设计对烧结效果和生产效率有重要影响。典型的烧结炉由炉体、加热区、保温层、传动系统和冷却区组成。炉体通常采用耐高温材料(如不锈钢或陶瓷纤维)制造,以确保长期稳定运行。加热区是烧结炉的**部分,其设计需保证温度均匀性和热效率。保温层则用于减少热量损失,提高能源利用率。传动系统在连续式烧结炉中尤为重要,负责将物料平稳输送通过各个温区。冷却区的设计需兼顾冷却速率和材料性能,避免因过快冷却导致材料开裂或变形。此外,烧结炉的密封性能也是设计重点,以防止气氛泄漏和外部空气进入。粉末冶金烧结炉是粉末冶金生产流程中的关键设备,决定了终产品的力学性能。石墨烧结炉怎么用

烧结炉对不同材料和工艺的适应性极强,能满足多样化的烧结需求。在电子材料领域,它可用于多层陶瓷电容器(MLCC)的共烧,通过精确控制升温曲线和氧气分压,实现陶瓷介质与内部电极的同步烧结,保证产品的介电性能。在硬质合金生产中,烧结炉能完成WC-Co合金的低压烧结,在高温高压下消除合金内部的孔隙,提升合金的硬度和耐磨性。对于磁性材料,如永磁铁氧体,烧结炉通过特定的温度制度和气氛控制,使材料形成均匀的磁畴结构,保证其磁性能。在建筑材料领域,小型烧结炉可用于瓷砖的低温快烧工艺,缩短生产周期的同时保证瓷砖的致密度和表面质量。此外,烧结炉还能适应连续式和间歇式生产模式,连续式烧结炉适合大批量标准化产品,间歇式则适合小批量、多品种的实验或定制化生产。 江苏定做烧结炉常见问题真空热压烧结炉结合了真空环境和压力作用,能制备致密度极高的复合材料。

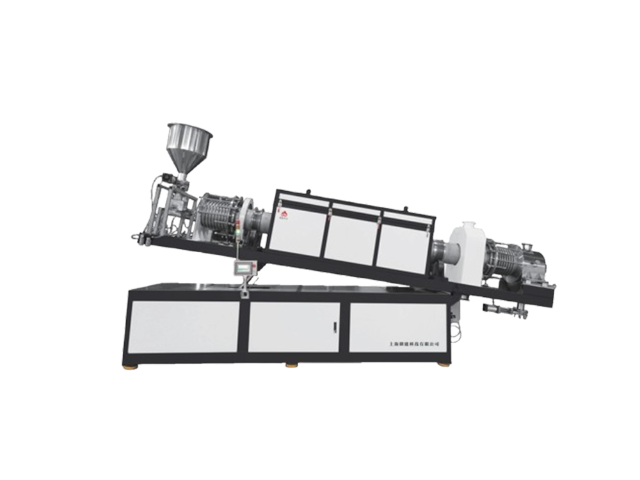
烧结炉的加热方式多种多样,包括电阻加热、感应加热、微波加热和燃气加热等。电阻加热是最常见的方式,通过电流通过加热元件产生热量,适用于大多数金属和非金属材料的烧结。感应加热则利用电磁感应原理,直接在材料内部产生热量,特别适合高导电性材料的快速烧结。微波加热是一种新兴技术,能够实现材料的均匀加热,减少热应力,适用于陶瓷和复合材料的烧结。燃气加热则通过燃烧天然气或液化气产生高温,常用于大型工业烧结炉。不同的加热方式各有优缺点,选择时需要综合考虑能耗、加热效率和工艺要求等因素。
在陶瓷材料的制备过程中,烧结炉的作用同样至关重要。陶瓷粉末经过成型后,必须通过烧结消除内部孔隙,形成均匀的微晶结构,才能展现出**度、耐高温、耐腐蚀等优良特性。不同类型的陶瓷需要不同的烧结工艺,比如氧化铝陶瓷通常需要在1600-1700℃的空气气氛中烧结,而氮化硅陶瓷则需在氮气保护下进行高温处理。烧结炉内的温度均匀性直接影响陶瓷制品的质量,若炉内温差超过5℃,可能导致制品出现变形、开裂等缺陷。为此,先进的陶瓷烧结炉采用多区加热方式,配合精密的热电偶和温控系统,确保炉膛内各点温度偏差控制在±2℃以内。此外,部分**烧结炉还具备压力烧结功能,通过施加一定的气压,进一步促进陶瓷颗粒的致密化,使制品的致密度提升至99%以上。 烧结炉的自动化程度不断提高,可实现温度、气氛、压力等参数的全自动调控。

烧结炉在粉末冶金领域扮演着不可替代的角色。当金属粉末被压制成型后,需要经过高温烧结才能形成具有稳定结构和力学性能的工件。这种炉子通过精确控制温度、气氛和升温速率,促使粉末颗粒之间发生扩散、熔合,**终形成致密的整体。例如在汽车齿轮生产中,铁粉压坯在烧结炉内经历 800-1300℃的高温处理,原本松散的粉末会逐渐结合成强度达标的齿轮坯料,其密度可达理论密度的 95% 以上。相较于传统铸造工艺,这种方式能***减少材料浪费,且工件的尺寸精度更高,后续加工量大幅降低。现代烧结炉还配备了连续式生产线,从进料、预热、烧结到冷却,整个流程自动化完成,单条生产线每小时可处理数千个零件,极大提升了生产效率。烧结炉是用于对粉体材料进行高温烧结,使其形成致密结构的工业设备。江苏电阻式烧结炉市场
高温烧结炉的最高工作温度可达 1800℃以上,满足特种材料的烧结需求。石墨烧结炉怎么用
随着智能制造的发展,烧结炉正朝着智能化、柔性化方向演进,为工业生产带来新的变革。智能烧结炉内置工业物联网模块,能实时采集炉温、气氛、能耗等200多项数据,通过边缘计算终端进行分析,**设备故障,比如当加热元件电阻值异常波动时,系统会发出更换预警,避免因突然停机造成损失。柔性化生产方面,多工位烧结炉可同时处理不同材质的工件,通过分区控温技术,让炉内不同区域保持各自的温度曲线,满足小批量、多品种的生产需求。人工智能算法的引入更是让工艺优化变得高效,通过机器学习数千组烧结数据,系统能自动生成比较好工艺参数,比如针对某款新研发的陶瓷材料,AI可在10次试验内确定比较好烧结温度和保温时间,而传统试错法往往需要上百次。未来,随着氢能燃烧技术、超高温超导加热等新技术的成熟,烧结炉有望实现零碳排放和更高温度的精细控制,为新材料的突破提供更强大的设备支撑。 石墨烧结炉怎么用
温度控制系统是烧结炉的“神经中枢”,其精度直接决定着成品的性能。现代烧结炉普遍采用PID(比例-积分-微分)调节算法,通过触摸屏可预设复杂的温度曲线,从室温到目标温度的升温速率能精确到1℃/min,保温时间设定误差不超过5秒。对于需要多段式烧结的工艺,系统能自动完成升温-保温-降温的循环切换,比如电子陶瓷烧结常需经过600℃排胶、1200℃致密化、800℃退火三个阶段,控制系统会严格按照预设参数执行,全程无需人工干预。为应对突发状况,系统内置多重保护机制:当热电偶故障时,备用传感器会立即启动;炉内温度超过设定值5℃时,自动切断加热电源并启动声光报警;冷却水路流量不足时,连锁装置会强...
- 推荐烧结炉定制价格 2026-01-14
- 安徽国产烧结炉产业链 2026-01-14
- 上海定做烧结炉怎么样 2026-01-14
- 山东石墨烧结炉型号 2026-01-14
- 上海自动化烧结炉零售价格 2025-09-18
- 数字控制烧结炉销售电话 2025-09-18
- 江苏电加热烧结炉服务电话 2025-09-18
- 江西陶瓷烧结炉厂家电话 2025-09-18
- 江苏快速升温烧结炉市场价格 2025-09-18
- 浙江节能型烧结炉服务电话 2025-09-18
- 山东国产烧结炉价位 2025-09-18
- 江苏特殊气氛烧结炉工厂直销 2025-09-18
- 山东定做烧结炉要多少钱 2025-09-18
- 江西工业烧结炉哪里有卖的 2025-09-18
- 江苏石墨烧结炉工厂直销 2025-09-18
- 上海高效能烧结炉有哪些 2025-09-18


- 批量处理马弗炉厂家报价 01-14
- 湖北附近哪里有真空炉均价 01-14
- 上海定做真空炉型号 01-14
- 实验室马弗炉怎么样 01-14
- 山东1700℃马弗炉型号 01-14
- 江苏石墨马弗炉市场价 01-14
- 安徽定制马弗炉批发厂家 01-14
- 江西小型家用马弗炉咨询报价 01-14
- 浙江箱式马弗炉产业链 01-14
- 山东多功能马弗炉市场价格 01-14