- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
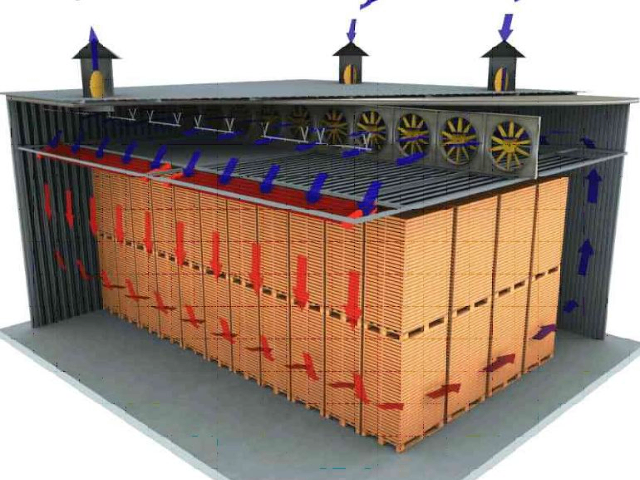
结构与工作原理主要结构窑体:提供密闭空间,用于容纳待干燥的木材。加热系统:利用热能介质如蒸汽、热风等加热空气,提高窑内温度,为木材干燥提供热量。调湿系统:通过控制进排气道,调节窑内空气湿度,满足木材干燥过程中对湿度的要求。气流循环系统:通过风机等设备,使窑内空气循环流动,确保木材受热均匀,提**燥效率。控制系统:根据木材干燥工艺要求,自动调节加热、调湿和气流循环等参数,确保木材干燥质量。工作原理:木材干燥窑通过加热系统提高窑内温度,利用调湿系统控制窑内湿度,并通过气流循环系统使窑内空气循环流动,从而使木材中的水分蒸发并排出窑外,达到干燥的目的。节能木材烘干窑技术通过优化风道设计,减少热量流失,相比传统设备节能 30% 以上。温州实木木材烘干窑炭化窑

艺术木雕作品对木材的稳定性要求极高,细微的变形都可能影响作品的艺术效果。我们为木雕行业定制的小型精细烘干窑,容积 5 - 10 立方米,采用多段式湿度调节工艺。在烘干过程中,通过缓慢降低湿度,让木材内部水分均匀排出。针对雕刻常用的黄杨木、紫檀木等,能将含水率控制在 6% - 10%,木材质地更加致密,便于雕刻出精细的花纹,减少雕刻过程中木材崩裂的风险,提升木雕作品的成功率。集成材生产中,木材拼接前的含水率一致性至关重要。我们的集成材烘干窑,通过独特的气流组织设计,确保窑内每一层木材都能受到均匀的热湿作用。对于长度 2 - 6 米的集成材毛料,烘干后同一批次木材的含水率差异可控制在 1% 以内,提高了集成材拼接的牢固度和稳定性。同时,该设备烘干周期合理,能与集成材生产线的节奏相匹配,不影响整体生产进度。湖州除湿木材烘干窑新型木材烘干窑技术结合热泵技术,升温速度快且温度稳定,缩短木材烘干周期。

木材烘干窑设备维修时,需要注意安全、部件维护、系统调试等多个方面,以下是具体的注意事项:安全事项断电操作:在进行任何维修工作前,务必切断烘干窑的电源,并在电源开关处悬挂“正在维修,请勿合闸”的警示标志,防止意外通电造成人员伤亡。气体检测:如果烘干窑使用燃气等燃料,维修前要对窑内进体检测,确保无燃气泄漏,防止发生或中毒事故。通风良好:维修过程中,要保持烘干窑内通风良好,尤其是在使用焊接、喷涂等可能产生有害气体或粉尘的维修工艺时,应使用通风设备及时排出有害气体,保障维修人员的健康。防护装备:维修人员应佩戴必要的个人防护装备,如安全帽、防护手套、护目镜等,避免在维修过程中受到意外伤害。
木材烘干窑设备常见故障包括加热系统故障、通风系统故障、湿度控制系统故障和控制系统故障等,以下是具体分析:通风系统故障风机故障:风机是通风系统的部件,常见故障有风机叶轮损坏、风机轴断裂、电机烧毁等。这些故障会导致风机无法正常运转,或者风量不足,影响窑内空气循环和木材干燥速度。通风管道堵塞:长期使用后,通风管道内可能会积累大量的木屑、灰尘等杂物,导致通风不畅。这不仅会影响空气循环,还可能造成局部压力过大,损坏通风设备。木材烘干窑的占地面积有多大?

电加热烘干窑设备工作原理:利用电加热元件将电能转化为热能,通过热辐射和热传导的方式对木材进行加热干燥。优点:加热速度快,温度控制精确,能够实现自动化控制,操作简便;清洁环保,无污染物排放,符合现代环保要求。缺点:电加热的能耗较高,运行成本高;对于大型烘干窑,需要较大的电力供应容量,可能会受到电力供应的限制。常规干燥窑设备工作原理:在常压下,通过加热空气,使热空气在窑内循环,与木材进行热交换,将木材中的水分蒸发带走。优点:技术成熟,操作简单,适用范围广,可用于各种树种和规格的木材干燥;设备成本相对较低,维护方便。缺点:干燥速度较慢,干燥周期长;能源利用率较低,能耗较高;对于一些易变形、开裂的木材,干燥质量可能难以保证。木材烘干窑的操作人员需要接受哪些培训?无锡防腐木木材烘干窑设备技术
木材烘干窑在烘干过程中如何避免木材开裂?温州实木木材烘干窑炭化窑
木材烘干窑在木材防腐处理行业中也扮演着重要角色。在进行木材防腐处理前,需要先将木材烘干至一定的含水率,这样才能确保防腐剂能够充分渗透到木材内部,提高防腐效果。如果木材含水率过高,木材内部的水分会阻碍防腐剂的渗透,导致防腐剂只能停留在木材表面,无法形成有效的防腐保护层,从而缩短木材的使用寿命。木材烘干窑通过合理的烘干工艺,能够在去除木材多余水分的同时,保持木材内部结构的完整性,为防腐剂的渗透创造良好条件。例如在处理户外使用的防腐木时,通常会先将木材通过烘干窑烘干至含水率 20% 以下,然后再进行加压防腐处理,这样防腐剂就能更均匀、更深入地渗透到木材内部,使防腐木能够在户外恶劣环境下长期抵抗腐朽、虫蛀等问题,广泛应用于公园栈道、户外凉亭、木栅栏等场景。同时,烘干过程还能去除木材中的部分有害物质和虫卵,减少后续防腐处理过程中化学药剂的使用量,降低对环境的影响。温州实木木材烘干窑炭化窑

缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13


- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13




- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02