- 品牌
- 太克
- 型号
- 木材烘干窑
- 适用物料
- 多种可用
- 操作方式
- 连续
- 干燥介质
- 无需介质,蒸汽,过热蒸汽,空气,惰性气体,烟道气,导热油,热水
速生材如杨木、桉树等,生长速度快,材质较松软,烘干过程中易出现变形。我们针对速生材特性研发的烘干窑,采用低温慢烘的工艺,初始温度设定在 30 - 40℃,随着烘干进程逐步升温。通过增加缓苏阶段,让木材内部水分充分扩散,减少内应力。处理后的速生材,力学性能得到改善,可用于制作人造板、包装材料等,提高速生材的利用价值。木材烘干窑的日常维护是否便捷,直接影响设备的使用寿命和运行效率。我们的模块化木材烘干窑,各功能部件采用模块化设计,如加热系统、风机、传感器等均可拆卸更换。窑体内部采用光滑的不锈钢材质,便于清洁,减少木材碎屑和杂质的堆积。设备配备故障自检功能,能及时提示需要维护的部件,降低维护难度和成本,确保设备长期稳定运行。木材烘干窑的环保性能如何评估?扬州防腐木木材烘干窑哪家好

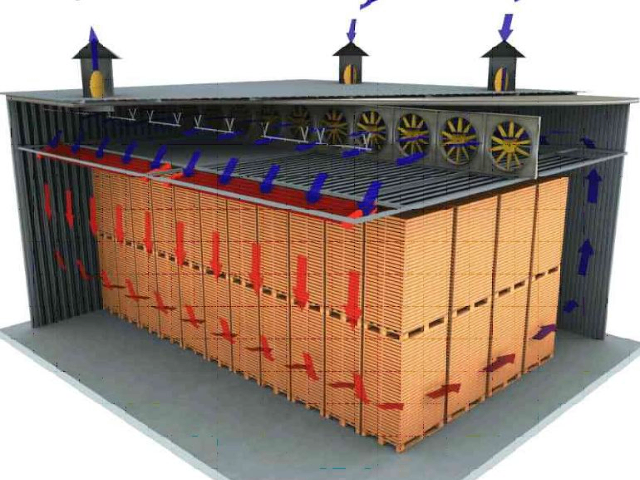
优化热量传递调整空气循环:检查烘干窑内的空气循环系统,确保风机正常运转,提供足够的风量。如果风机叶轮有损坏或积尘,会影响风量,需及时修复或清理叶轮。同时,合理调整通风口的位置和大小,优化空气流动路径,使热空气能够均匀地在窑内循环,避免出现局部温度过低的情况。改进木材堆放:确保木材在烘干窑内堆放整齐、合理,留出足够的通风空间,使热空气能够充分接触木材表面,提高热量传递效率。避免木材堆积过密或堵塞通风通道,影响空气流通和热量分布。此外,还需定期对烘干窑的保温层进行检查和维护,如有破损或老化,及时修复或更换,以减少热量散失,保证烘干窑的加热效果。扬州导热油木材烘干窑机木材烘干窑的烘干容量如何计算?

小型木材加工坊往往空间有限,对烘干设备的灵活性要求较高。我们的小型移动式木材烘干窑,占地面积* 8 - 15 平方米,可根据场地需求灵活摆放。该设备适配杨木、杉木等轻型木材,烘干周期较传统自然晾晒缩短 60% 以上。其操作面板设计简洁,配备清晰的参数显示和调节按钮,即使是经验不足的操作人员也能快速上手。设备运行时噪音低,不会对周边环境造成过多干扰,非常适合小型加工坊的生产需求。红木作为***木材,其烘干工艺尤为关键。我们针对红木特性设计的**烘干窑,采用阶梯式升温方式,避免因温度骤变导致木材内部应力集中。窑内配备高精度湿度传感器,能实时监测木材含水率变化,并自动调整烘干参数。以紫檀木为例,经过该烘干窑处理后,木材含水率达标率在 95% 以上,且木材色泽保持良好,为红木工艺品、**家具的制作提供质量原料,助力提升产品的市场价值。
实时监测与调整关键参数监控:每 1-2 小时记录窑内温度、湿度,确保与设定值偏差不超过 ±2℃(温度)和 ±5%(湿度)。定期(如每天)抽取样本测量木材含水率,当含水率下降速度过快(如硬木每小时超过 0.5%),需降低温度或提高湿度;若下降过慢,可适当升温或减少湿度。异常情况处理:若局部温度过高(如某区域比设定值高 5℃以上),检查气流循环是否受阻(如材堆间隙堵塞),及时调整风机角度或清理通道。若湿度持续偏高且排气无效,检查排气扇是否故障,或确认木材是否存在 “返潮”(如窑体漏水)。木材烘干窑的升温速度如何控制?

木材烘干窑设备常见故障包括加热系统故障、通风系统故障、湿度控制系统故障和控制系统故障等,以下是具体分析:控制系统故障控制仪表损坏:温度、湿度、时间等控制仪表是烘干窑控制系统的重要组成部分,如果仪表损坏,会导致参数显示不准确或无法正常设定参数,影响烘干过程的自动化控制。电气线路故障:电气线路老化、短路、接触不良等问题会导致设备无法正常启动或运行过程中出现故障。例如,线路短路可能引发跳闸,影响整个烘干窑的工作;接触不良会导致设备运行不稳定,参数波动较大。木材烘干窑的使用寿命是多久?绍兴真空木材烘干窑技术
木材烘干窑的加热装置通常采用哪种类型?扬州防腐木木材烘干窑哪家好
对于从事木材出口业务的企业来说,木材烘干窑的使用是满足国际贸易中木材检疫要求的重要手段。许多国家和地区对进口木材的含水率和检疫指标有着严格的规定,要求进口木材必须经过烘干处理,将含水率控制在指定范围内,并确保木材中不携带有害生物(如虫卵、霉菌等),以防止外来物种入侵和病虫害传播。木材烘干窑通过高温烘干过程,不仅能将木材含水率降至符合进口标准的水平(通常要求含水率低于 15%),还能利用高温杀死木材内部的虫卵、幼虫和霉菌等有害生物,达到检疫处理的目的。例如欧盟、美国等国家和地区对进口木材的检疫要求较为严格,企业在出口木材前,需要将木材通过木材烘干窑进行至少 24 小时、温度不低于 56℃的烘干处理,并出具相应的烘干检疫证明,才能顺利通关。因此,配备符合国际标准的木材烘干窑,成为木材出口企业拓展国际市场的必要条件。同时,通过烘干处理后的木材,质量更加稳定,在运输过程中也不易出现霉变、变形等问题,降低了出口运输风险,提高了企业的国际竞争力。扬州防腐木木材烘干窑哪家好
缓冷与平衡处理当木材含水率达到目标值(如家具材通常为 8%-12%,根据使用地区湿度调整),停止加热和调湿,关闭风机,让木材在窑内自然冷却 2-4 小时(厚材需延长至 6-8 小时),避免因温差过大导致表面收缩。对于要求较高的木材(如乐器材、精密模具材),可进行 “平衡处理”:在窑内保持温度 40-50℃、湿度与使用环境接近(如南方地区湿度 60%-70%),放置 12-24 小时,使木材内外含水率均匀。卸窑与后续检查卸窑时轻拿轻放,避免碰撞导致木材损伤;堆放时预留通风空间,防止木材再次吸湿。检查干燥质量:观察木材表面是否有开裂、变形、变色等缺陷,若出现轻微开裂,可在后续加工中处理;若缺陷严重...
- 徐州蒸汽木材烘干窑方法 2026-02-02
- 台州蒸汽木材烘干窑流程 2026-02-02
- 衢州杉木木材烘干窑设备技术 2026-02-02
- 衢州杉木木材烘干窑工艺 2026-02-02
- 苏州微波木材烘干窑工艺 2026-02-02
- 江苏木材烘干窑设备 2026-02-02
- 蒸汽木材烘干窑设备多少钱 2026-02-02
- 淮安木材烘干窑流程 2026-02-02
- 宁波木材烘干窑流程 2025-10-13
- 安徽烘干木材烘干窑工艺 2025-10-13


- 绍兴除湿木材烘干窑含水率 2025-10-13
- 嘉兴烟气木材烘干窑炭化窑 2025-10-13
- 扬州导热油木材烘干窑窑 2025-10-13
- 丽水烘干木材烘干窑方法 2025-10-13
- 盐城微波木材烘干窑炭化窑 2025-10-13
- 无锡防腐木木材烘干窑设备调试 2025-10-13




- 杉木木材炭化设备厂家 02-02
- 红木木材炭化工艺 02-02
- 烘干木材炭化设备技术 02-02
- 杭州导热油木材炭化设备保养 02-02
- 衢州杉木木材烘干窑设备技术 02-02
- 衢州杉木木材烘干窑工艺 02-02
- 苏州微波木材烘干窑工艺 02-02
- 江苏防腐木木材炭化设备生产厂家 02-02
- 江苏木材烘干窑设备 02-02
- 蒸汽木材烘干窑设备多少钱 02-02