- 品牌
- 超科自动化
- 型号
- chaoke
- 尺寸
- 不限
- 重量
- 不限
- 产地
- 广州
- 可售卖地
- 不限
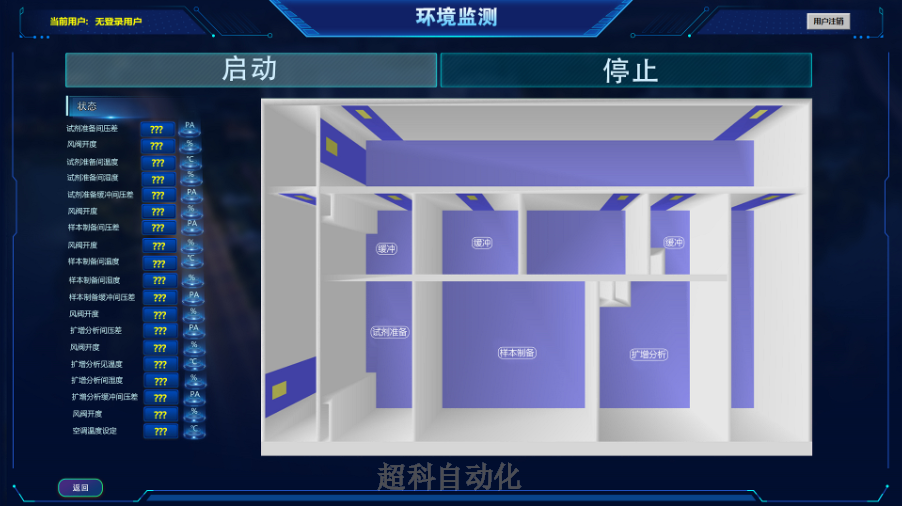
特殊环境的控制方案设计对于半导体洁净室(Class100级)这类特殊场景,广州超科提出"双环控制架构":内环控制FFU风速(0.35-0.55m/s可调),外环调节温湿度。关键技术包括:1)采用层流送风,风速不均匀度<15%;2)设置气压梯度(相邻房间压差≥5Pa);3)使用316L不锈钢风管,内表面粗糙度Ra≤0.8μm。在东莞某芯片厂项目中,系统实现了23℃±0.2℃/45%±1%RH的极端控制要求,粒子计数达标率100%。基于IoT的远程监控平台支持20000个点位的实时数据采集,采样间隔可配置(1s-1h)。广州超科开发的CloudHVAC系统具备三项主要功能:1)数字孪生可视化,3D展示设备运行状态;2)能效KPI自动计算(包括COP、SCOP等12项指标);3)移动端报警推送(支持微信/短信/邮件)。典型案例显示,运维人员通过手机APP即可完成80%的常规调试,现场服务需求减少60%。系统采用AES-256加密传输,满足等保2.0三级要求。恒温恒湿控制系统通过集成控制系统,简化了操作流程。中山厂房恒温恒湿控制解决方案

在花卉培育的智能温室中,恒温恒湿是花卉生长周期和开花质量的重要保障。超科自动化的系统能根据不同花卉品种的生长特性,自动切换控制模式:蝴蝶兰培育期保持温度 25±2℃、湿度 70±5% RH,催花期则调整为 28℃、65% 湿度。系统通过顶部天窗与侧墙水帘的联动,结合地暖加热,在外界气温 - 5℃至 35℃的范围内,始终维持室内环境稳定。特别设计的光照 - 温湿度联动算法,可根据日照强度自动调节环境参数,促进光合作用高效进行。某花卉种植基地使用该系统后,年花期提前 15 天,质量花率提升至 92%。重庆实验室恒温恒湿控制系统费用恒温恒湿控制系统具备断电记忆功能,确保恢复供电后自动恢复运行。

化妆品生产的乳化车间,温湿度的稳定是保证产品质地均匀的重点。超科科技的恒温恒湿系统在此场景中,通过夹套式换热器与超声波加湿器的协同工作,将乳化锅周边环境温度精确控制在 30±1℃,相对湿度稳定在 40±3% RH,有效防止了原料在乳化过程中因温度波动出现分层现象。系统配备的洁净室级空气过滤装置,可过滤 99.9% 的 0.3μm 以上微粒,满足化妆品生产的 GMPC 标准。某化妆品企业应用后,产品粘度偏差控制在 5% 以内,批次间一致性提升,客户投诉率下降 40%。
恒温恒湿控制系统是暖通空调自动化领域的主要技术,广泛应用于数据中心、实验室、精密制造、医疗环境等对温湿度要求严格的场所。其重点在于通过高精度传感器实时监测环境参数,并采用先进的控制算法(如PID控制、模糊逻辑控制或模型预测控制)动态调节空调、加湿器、除湿机等设备的运行状态,确保环境温湿度稳定在设定范围内。例如,在半导体生产车间,温度波动需控制在±0.3℃以内,湿度偏差不超过±2%RH,否则可能影响芯片良率。广州超科自动化的恒温恒湿控制系统采用多变量解耦技术,解决温湿度耦合干扰问题,并通过自适应算法优化设备运行效率,降低能耗。此外,系统支持远程监控与大数据分析,可预测设备故障并优化控制策略,帮助用户实现节能降耗与环境控制的双重目标。恒温恒湿控制系统经过严格测试和认证,确保系统的安全可靠运行。

能源管理系统集成方案是BEMS系统通过实时采集128个能源计量点的数据(精度0.5级),构建三维能效模型,意在实现精细集成。广州超科的EnergyOpt平台包含:1)分项计量模块(照明/空调/动力插座等);2)负荷预测模块(LSTM神经网络,预测误差<8%);3)动态电价响应模块。在越秀金融大厦项目中,系统通过谷电蓄冷(4.5万RT·h)和峰值限负荷(降低15%)策略,年节省电费293万元。系统支持与光伏、储能设备联动,实现微电网协调控制。中央空调恒温恒湿控制,超科定制专属方案。东莞工厂恒温恒湿控制工程
超科自动化,让恒温恒湿控制响应更迅速。中山厂房恒温恒湿控制解决方案
锂电池生产的匀浆车间,对温湿度有着严苛要求,一旦超标可能引发安全隐患。超科科技的恒温恒湿系统在此类防爆车间中表现较好,采用本质安全型传感器和隔爆型控制箱,通过惰性气体加湿方式,将车间温度严格控制在 20±0.8℃,相对湿度稳定在 30±2% RH,远低于行业安全阈值。系统的泄漏检测功能,能实时监测管道内惰性气体浓度,一旦出现异常立即切断气源并启动备用净化装置。某新能源企业应用该系统后,匀浆工序的浆料稳定性提升 40%,电池循环寿命延长 15%,为安全生产筑牢了防线。中山厂房恒温恒湿控制解决方案
食品加工行业中,温湿度控制是保证产品品质均一性的关键,广州超科恒温恒湿控制系统为食品生产场景提供定制化解决方案。在烘焙车间,系统通过热风循环与蒸汽加湿的智能配比,将烤炉周边环境温度稳定在28±1℃,相对湿度控制在45±3%RH,避免面团醒发过程中出现局部过干或过湿的情况。在烟叶薄片成型车间,系统将成型区温度稳定在60±2℃,湿度控制在55±4%RH,配合薄片厚度传感器反馈调节,确保产品强度与燃烧性能稳定。某糕点企业引入该系统后,产品烘烤膨胀率差异缩小至3%以内,蒸汽消耗减少18%。超科自动化,中央空调恒温恒湿控制方案可选。重庆实验室恒温恒湿控制咨询恒温恒湿系统的故障诊断我们开发的ExpertD...
- 深圳智能恒温恒湿控制公司 2026-03-09
- 成都洁净厂房恒温恒湿控制 2025-12-26
- 重庆洁净厂房恒温恒湿控制 2025-12-26
- 江门智能恒温恒湿控制方案 2025-12-26
- 成都无尘车间恒温恒湿控制方法 2025-12-26
- 成都智能恒温恒湿控制 2025-12-26
- 东莞空调恒温恒湿控制解决方案 2025-12-26
- 洁净厂房恒温恒湿控制工程师 2025-12-26
- 肇庆医院恒温恒湿控制方案 2025-12-26
- 重庆恒温恒湿控制系统公司 2025-12-26


- 广州工厂恒温恒湿控制费用 2025-12-25
- 长沙实验室恒温恒湿控制技术 2025-12-25
- 江门医院恒温恒湿控制系统厂家 2025-12-25
- 成都厂房恒温恒湿控制解决方案 2025-12-25
- 深圳智能恒温恒湿控制方案 2025-12-25
- 重庆酒店恒温恒湿控制方案 2025-12-25






- 中山学校空调节能控制系统费用 03-09
- 珠海大厦空调集中控制公司 03-09
- 重庆实验室恒温恒湿控制咨询 03-09
- 广东空调节能控制方案 03-09
- 深圳体育馆高效机房工程 03-09
- 东莞商场空调节能控制公司 03-09
- 深圳智能恒温恒湿控制公司 03-09
- 长沙商场空调节能控制系统厂家 03-09
- 肇庆办公楼高效机房控制技术 03-09
- 广州智能高效机房空调 03-09